

應用案例
其他 | 2025.05.06
Formlabs Fuse系列冷卻建議:優化SLS工作流程以提高吞吐量和準確性
Fuse 系列冷卻建議:優化您的 SLS 工作流程以提高吞吐量和準確性
Fuse Series工作流程中一個不可或缺但經常被忽視的步驟是冷卻。此期間,列印已完成,但建造室和粉末餅需要冷卻後才能進行後處理,這對零件的精度有直接影響。從印表機中過快地取出建造室以及從建造室中過快地取出粉末餅可能會導致零件嚴重翹曲。PreForm是 Formlabs 的預先列印軟體,除了估計總列印時間外,還對「額外冷卻」提供了非常保守的估計。使用者應遵循 Fuse 系列印表機的介面來了解何時從印表機中取出建置室並將其插入 Fuse Sift。然後,Fuse Sift將提供溫度讀數和有關拆開建造室和後處理的建議。
平衡高吞吐量需求和 100% 尺寸精度是關鍵。 Formlabs 團隊已詳盡測試了我們建議的冷卻時間,以確保您可以選擇最適合您獨特工作流程的時間表。
冷卻建議:測試參數
Formlabs 團隊使用Fuse 1+ 30W 印表機上的尼龍 12 粉末測試了這些參數。建造室內充滿了各種不同的部件,填充密度為 15%。對建造室各個角落的零件進行了測試。列印了多個相同的構造,並在不同溫度(範圍從 100°C 到 25°C)下從印表機中取出建造室。測量零件的翹曲度,並繪製其與預期形狀的差異與零件拆包時的溫度的關係圖。
不同冷卻時間對翹曲的影響
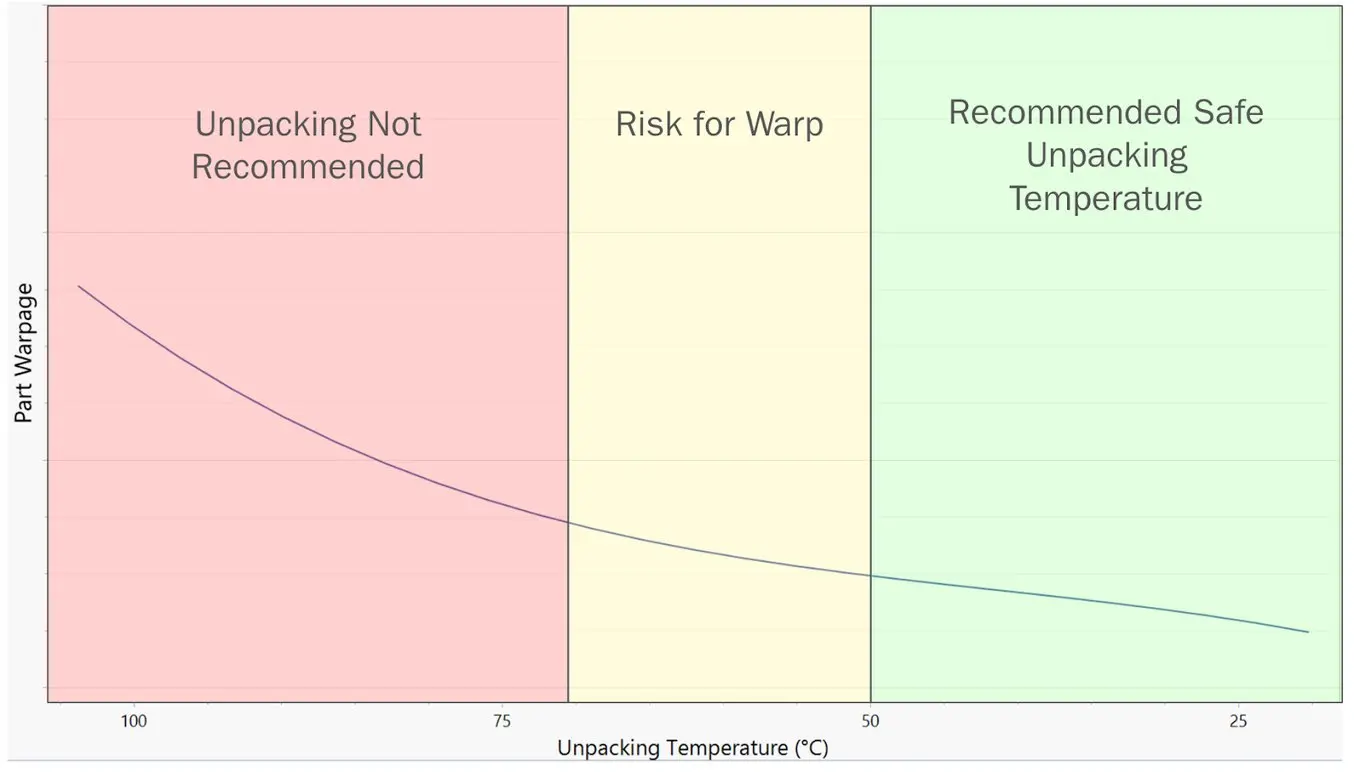
測試的主要結論是,在較高溫度下拆開的零件會表現出較高的翹曲程度。在許多在 100°C 下拆包的模型中,其零件的翹曲程度是室溫下拆包的模型的兩倍。類似地,尺寸最精確的零件是那些在室溫下拆開的零件。
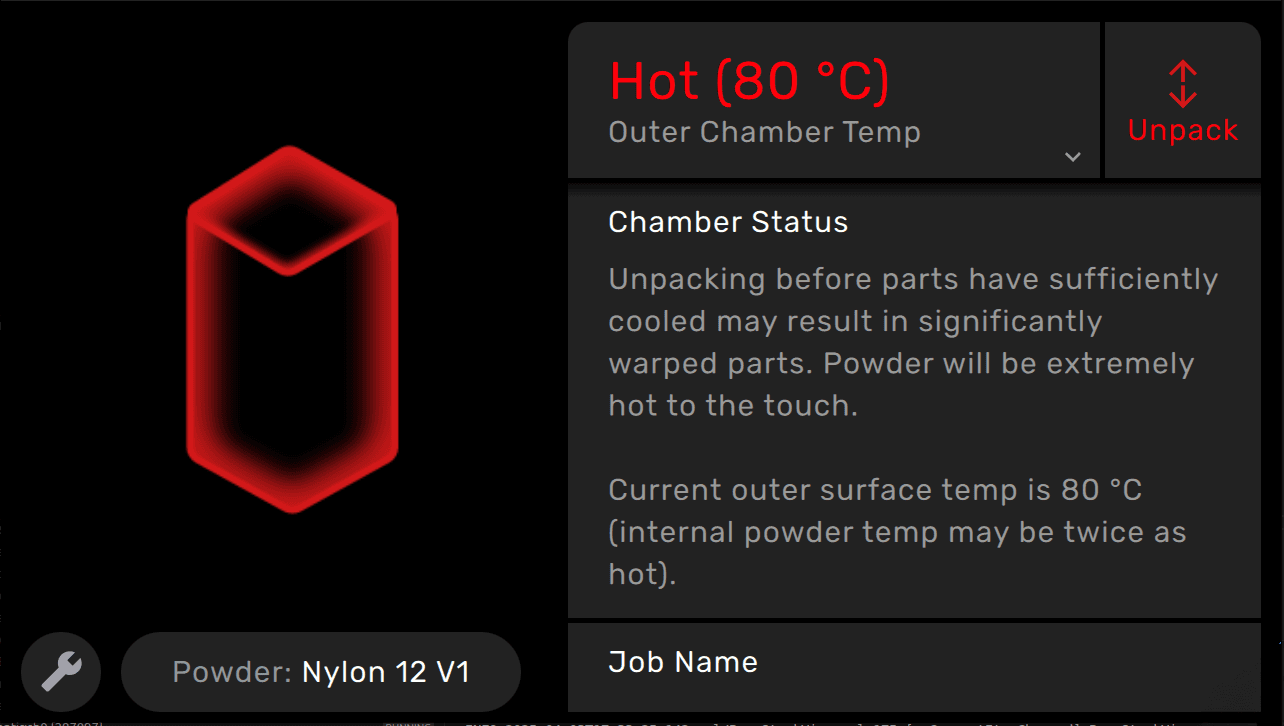
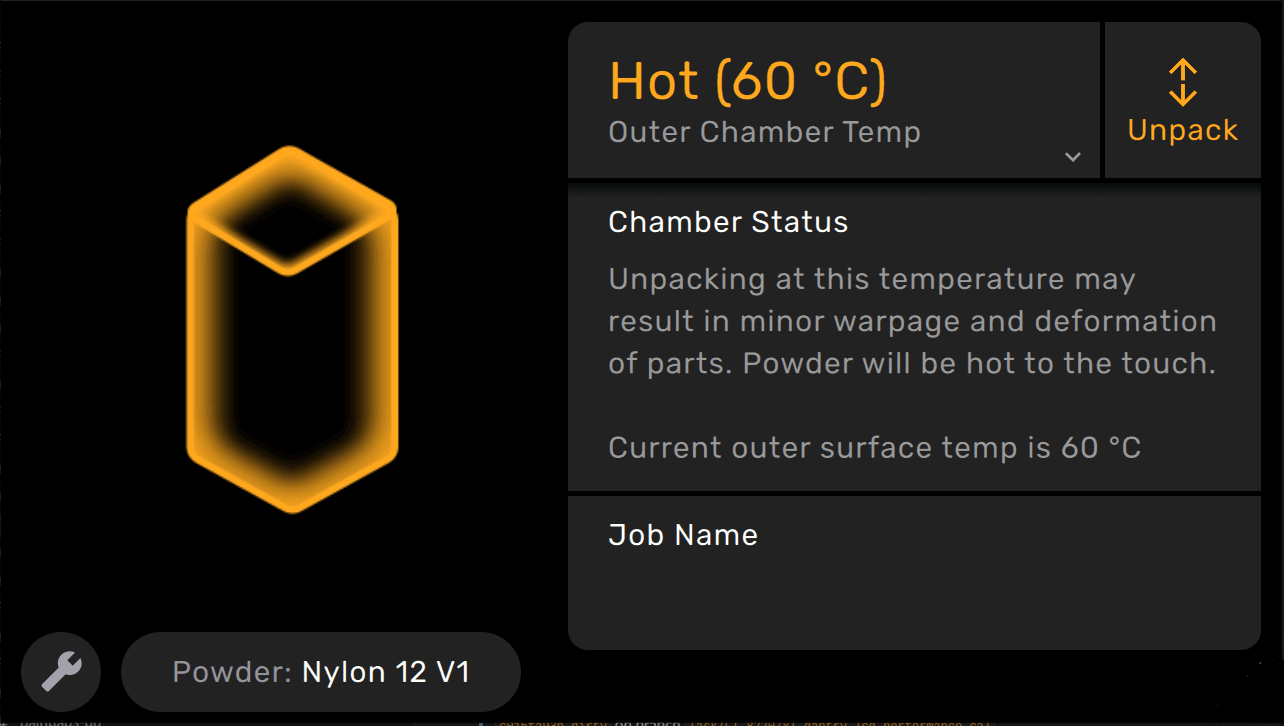
然而,當建造室達到 50°C 時拆開的部件的翹曲程度並沒有比在室溫下拆開的部件嚴重得多。在高於 70°C 的溫度下拆開的零件會出現持續的翹曲,並且對於試圖在此溫度下插入零件構建室的用戶,Fuse Sift 將繼續顯示警告。
對於試圖優化工作流程以提高吞吐量和大批量生產的用戶來說,稍微縮短冷卻過程可以提高吞吐量,但用戶應該會看到零件出現一定程度的扭曲,尤其是在建造室的外角。這種效果在列印的長而薄的部件上最為明顯,這些部件的最長長度沿著 Z 軸方向。制定一個生產計劃,允許完全冷卻至最佳的 50°C,但至少保持在 50°C 到 70°C 之間,這將提高生產出高品質、始終準確的零件的機會。
保險絲篩選建議與監控
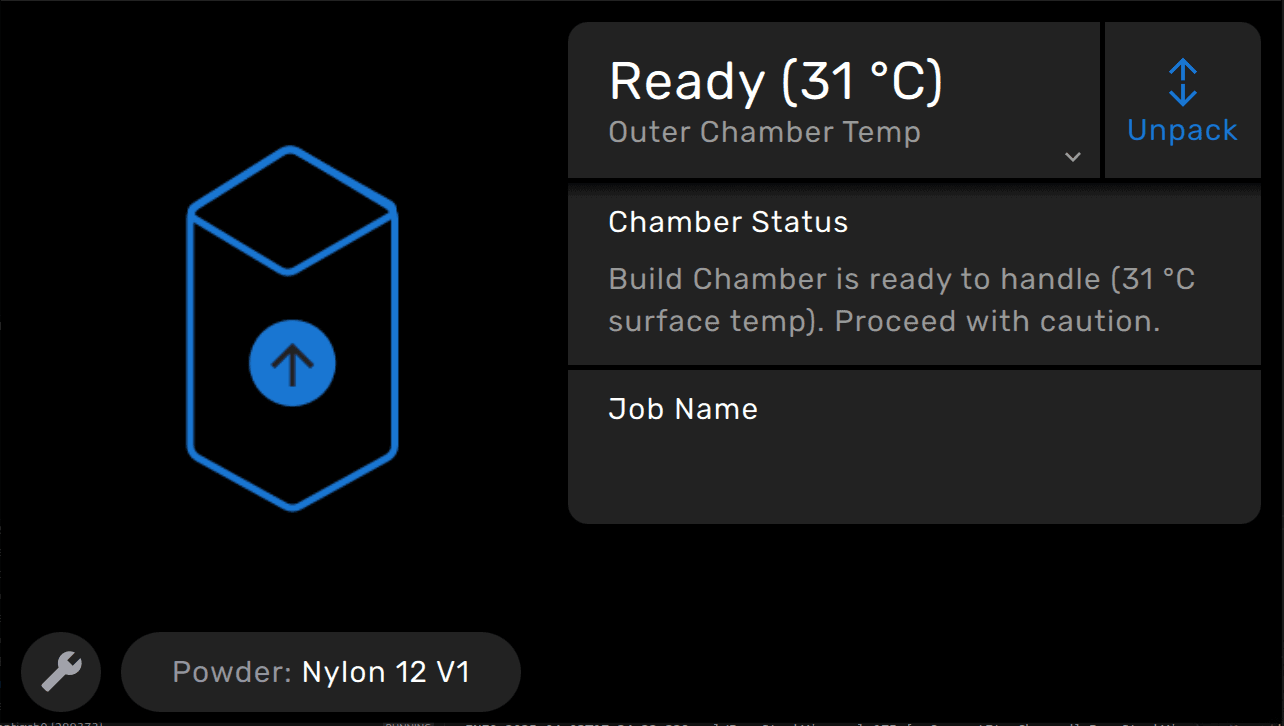
為了幫助確保零件的準確性和保真度,Fuse Sift 將顯示建造室的溫度以及有關拆包和後處理步驟時間的建議。
Fuse 系列 SLS 生態系統和工作流程旨在提供具有一致性和可靠性的工業品質、耐用的零件。透過提供有關冷卻時間的額外指導,我們希望使您的工作流程盡可能高效,同時又不損失任何部件的保真度或可重複性。

如果您對獨特的建置、冷卻時間或工作流程有疑問?
智能轉型 製造創新
Intelligent Transformation:
Empowering Innovation
感謝您參觀我們的網站,如果您對於本公司產品、技術或其他疑問, 歡迎諮詢,我們將盡快與您聯絡。
馬上聯繫