

應用案例
其他 | 2025.06.13
3D列印指南:3D列印的最小壁厚
3D列印的最小壁厚
在設計3D 列印零件時,選擇合適的壁厚或許是最重要的決策之一。如果零件壁太厚,生產成本會更高,列印時間會更長,甚至可能出現開裂。如果壁太薄,零件可能無法正常工作,列印過程中可能會翹曲,或再次增加生產成本,因為您必須重新設計。
了解 3D 列印的最小壁厚將有助於您的設計成功並降低生產成本。
基本準則和定義
在深入研究計算最小壁厚的具體細節之前,澄清一些重要術語會有所幫助。
最小壁厚是多少?
最小壁厚是指結構在保持功能性的情況下所能達到的最小厚度。此最小厚度受多種因素影響,包括您使用的 3D 列印製程類型、恆定的物理力(例如重力)以及您正在創建的結構在使用過程中將承受的壓力。
想像一下石墨鉛筆。筆尖越細,筆桿越長,石墨所能承受的壓力就越小。由於每個人握筆時的壓力都不同,因此精確的斷裂點也各不相同。 3D列印結構也是如此。
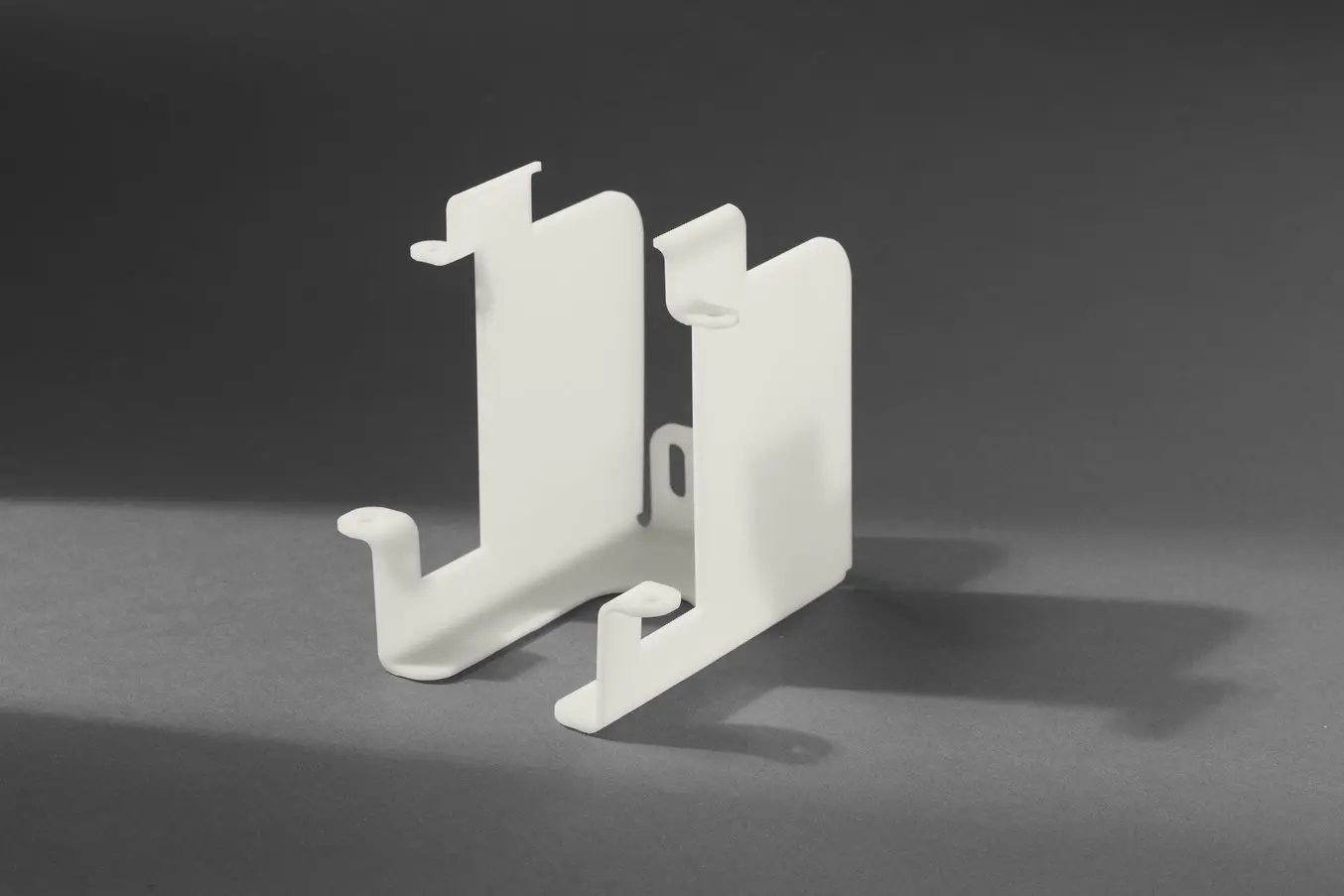
支撐牆與非支撐牆
無支撐牆是指僅在一側(或邊緣)與另一面牆連接的牆。有支撐牆是指在兩面或多面(兩側或多側)與兩面或多面牆連接的牆。
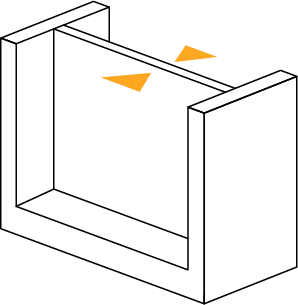
有支撐的牆體在兩面或多面與其他牆體相連。
無支撐牆與其他牆的連接面少於兩側。
垂直線直徑
電線是圓形的,而牆壁是平面。由於它們的物理形狀不同,其最小厚度以最小電線直徑表示。對於柱狀或垂直電線,您需要計算最小垂直電線直徑(或圓圈最寬處的厚度)。
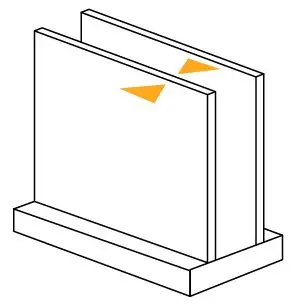
浮雕與雕刻細節
在計算複雜細節的最小和最大厚度時,了解壓花和雕刻之間的差異至關重要。壓花細節是指圖案向外凸出的部分,而雕刻細節是指圖案向內凹陷的部分。

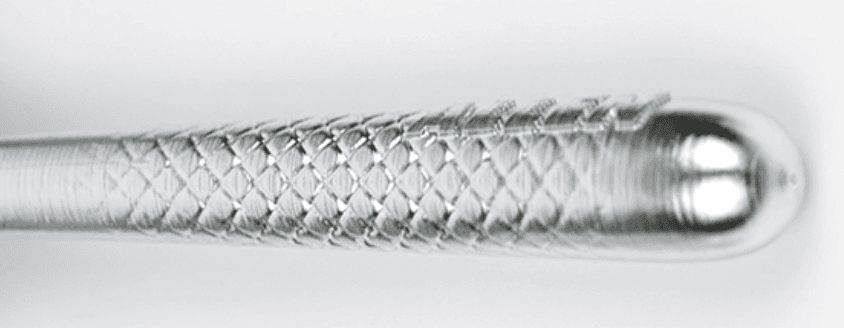 上面的黑色3D 列印吉列刮鬍刀手柄顯示出雕刻細節,銀色刮鬍刀手柄顯示出浮雕細節。
上面的黑色3D 列印吉列刮鬍刀手柄顯示出雕刻細節,銀色刮鬍刀手柄顯示出浮雕細節。
如何計算3D列印的最小壁厚
為了為您的設計選擇完美的壁厚,您需要考慮三件事:您的設計目的、您的美學目標和實體 3D 列印流程。
3D列印製程的最小壁厚
最小壁厚因 3D 列印機類型而異。您可以參考以下設計指南,根據您計劃使用的 3D 列印工藝,選擇合適的模型壁厚:
| 立體光刻(SLA) | 熔融沈積成型 (FDM) | 選擇性雷射燒結 (SLS) | ||
|---|---|---|---|---|
| 支撐牆 | 最小厚度 | 0.2 毫米 | 1 毫米 | 垂直 0.6 毫米 & 水平 0.3 毫米 |
| 無支撐牆 | 最小厚度 | 0.2 毫米 | 1 毫米 | 垂直 0.6 毫米 & 水平 0.3 毫米 |
| 垂直線徑 | 最小直徑 | 0.2 毫米 | 3毫米 | 0.8 毫米 |
| 雕刻細節 | 最低限度的衰退 | 0.15 毫米 | 0.6 毫米寬 & 2 毫米深 | 0.1 毫米 - 0.35 毫米 |
| 浮雕細節 | 最小凸起 | 0.1 毫米 | 0.6 毫米寬 & 2 毫米高 | 0.1 毫米 - 0.4 毫米 |
在許多情況下,3D 列印機製造商或 3D 列印服務供應商會根據對特定印表機型號的測試提供壁厚建議的設計指南。
總體而言,SLA 3D 列印機能夠列印所有 3D 列印技術中最薄的壁厚,但不同機器之間也存在差異。例如,Formlabs 的Form 3+ SLA 印表機比其前代產品Form 2 提供了更大的設計自由度,因為它採用了柔性樹脂槽,從而顯著降低了列印過程中的剝離力。
如果您使用FDM 3D 列印機列印,建議的壁厚也會根據您使用的噴嘴尺寸而變化。例如,如果您使用的是 0.4 毫米噴嘴,則最小壁厚應能被 0.4 整除,因此,與其使用表格中建議的 1 毫米最小壁厚,不如選擇 1.2 毫米壁厚或更換更薄的噴嘴,這樣可能會獲得更好的效果。
SLS 3D 列印機的最小壁厚 介於 SLA 和 FDM 之間,但具有一些獨特的優勢,例如選擇性雷射燒結無需支撐結構,因為未燒結的粉末會在列印過程中包裹住零件。 SLS 列印可以列印出以前不可能實現的複雜幾何形狀,例如互鎖或移動部件、帶有內部組件或通道的部件,以及其他高度複雜的設計。
您將如何使用您的設計?
列印零件的用途不僅應決定合適的壁厚,還應決定您選擇的3D列印材料。如果您要設計一個柔性部件進行列印,例如使用 柔性80A樹脂,則壁厚需要足夠厚以允許部件壓縮,但又要足夠薄以不限制部件的運動。
您使用的 3D 列印材料的抗衝擊性和抗拉強度也會影響理想的壁厚。例如, Formlabs SLA 3D 列印機使用的Rigid 10K Resin採用玻璃纖維增強,具有極高的剛度,使其能夠長期保持良好的抗變形性能,非常適合列印薄壁。
如果您要列印製造零件,例如熱成型模具或製造輔助工具,這些零件需要承受重複的力道或壓力,則需要將其貼在實體零件或較厚的壁內。非常薄的壁不夠耐用,無法承受多次循環。
您希望您的設計看起來和感覺起來是什麼樣的?
顏色、表面處理和細節至關重要,尤其是在列印外觀類似原型、小雕像或藝術裝置時。好消息是,如果您及早考慮建議的厚度,就能在 3D 列印的限制範圍內設計出合適的作品。
假設你正在設計一個穿著羈扣襯衫的人物模型,這些連結將作為壓花細節。你可以進行一些快速計算,使紐扣足夠厚,以便在印刷的模型中清晰顯示,並確保它們之間的距離合適。
需要考慮的限制
每位設計師在準備 3D 列印模型時,都需要注意一些常見問題。了解這些限制將有助於您避免重新列印模型。
縮放時細節遺失
壁厚問題通常是建模和列印流程之間脫節造成的。模型在CAD 設計軟體中可能看起來結構合理,但在實際應用中卻無法正常運作。例如,如果將建築物縮小到小型桌面模型,遮陽篷等建築細節可能會變得非常薄。
翹曲
如果壁太薄,列印零件在列印過程中或列印後可能會翹曲或開裂。在列印過程中,列印設計的每一層都需要與前一層保持一定的接觸。如果接觸不充分,可能會導致零件下垂、彎曲,甚至完全斷裂。
設計列印完成後,需要經得起清潔和長期使用。即使你設計的模型只是放在架子上,薄壁一旦脫離支撐結構,也更容易蠕動和開裂。
冰壺
在熔化或燒結原料的 3D 列印製程(例如 FDM 或 SLS)中,邊角特別容易捲曲。根據設計的形狀、輪廓和壁厚,某些區域冷卻速度會比其他區域更快。這會導致某些區域(例如牆角)在經歷劇烈的溫度變化時捲曲。
3D 列印壁厚設計技巧及故障排除
大多數 3D 建模軟體工具都提供各種功能,可協助您在列印前檢查和調整設計的壁厚。以下是一些常用 CAD 工具的範例:
在MeshMixer中,使用「分析」→「厚度」來驗證模型的壁厚是否在給定 3D 列印技術的可接受範圍內。如果需要增加網格厚度,可以使用「擠出」指令。使用「筆刷」模式選擇需要加厚的區域,該模式允許選擇(按住 Ctrl 鍵取消選擇)單一三角形。您可以從彈出式選單中選擇“修改”→“平滑邊界”來平滑選擇。增加“平滑度”和“迭代次數”參數將使選擇更加清晰。現在,選擇“編輯”→“擠出 (D)”,並將“方向”設為“法線”。
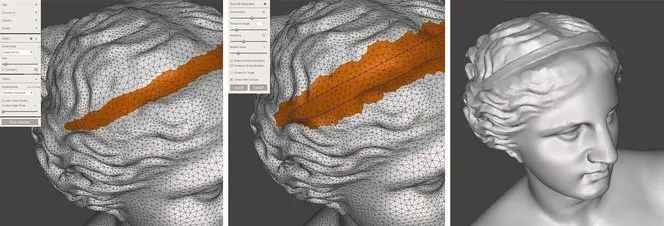 您可以使用 MeshMixer 中的畫筆模式為模型增加厚度。
您可以使用 MeshMixer 中的畫筆模式為模型增加厚度。
開始使用專業 3D 列印

正在尋找合適的工具將您的設計變為現實?高解析度 立體光刻 (SLA) 和選擇性雷射燒結 (SLS) 3D 列印機是快速且經濟高效的工具,可製作表面光滑、細節豐富的模型。
智能轉型 製造創新
Intelligent Transformation:
Empowering Innovation
感謝您參觀我們的網站,如果您對於本公司產品、技術或其他疑問, 歡迎諮詢,我們將盡快與您聯絡。
馬上聯繫

