

應用案例
其他 | 2025.01.21
Markforged|透過高效能纖維佈線增強 3D 列印零件:Part1
Markforged透過高效能纖維佈線增強 3D 列印零件:第 1 部分
纖維填充物的類型
選擇正確的光纖佈線選項可以節省您的時間和材料,同時保持強度。
我們的高強度 3D 列印機為您提供兩種不同的纖維填充策略,來增強 3D 列印零件:等向纖維填充(Isotropic Fiber Fill)與同心纖維填充(Concentric Fiber Fill)。
您可以在「零件視圖(Part View)」頁面中全域套用這兩個選項,也可以在「內部視圖(Internal View)」頁面逐層套用這兩個選項。
這種獨特的加固 3D列印過程為使用者提供了一系列加固策略可供選擇,每種填充類型都有自己的優點和缺點,以下將進行詳細說明。
如果您沒有 Markforged 列表機但想嘗試以下技巧,可申請 Eiger 試用版,親自探索這些策略。
首先,我們統一一些命名約定,方便您快速理解。
首先,我們先釐清標準命名與軸定義,以確保溝通順暢。在本文中,將頻繁提及不同軸與平面的強度,請參考以下定義作為指導:
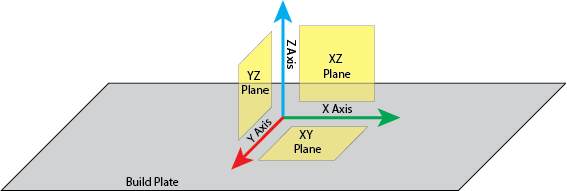
我們如何定義印表機的軸,這是我將在這篇文章中使用的約定。
同心纖維填充(Concentric Fiber Reinforcement)
同心填充簡單地在零件的外輪廓內部繪製特定數量的同心層殼,用以增強圍繞Z軸的抗彎能力,強化零件的牆面結構,防止牆面變形。
 無人機手臂採用同心圓填充加固,可提高彎曲強度並減輕重量。
無人機手臂採用同心圓填充加固,可提高彎曲強度並減輕重量。
同心填充需要更多列印時間,因為列印頭的移動路徑不再是線性的,
因此列印頭必須降低速度以保持圍繞曲線的精確工具路徑追蹤。
列印頭在向內螺旋時遵循零件的外部曲率,因此曲率越複雜,所需的時間就越長。
使用同心填充時,可以指定纖維在零件輪廓上繞行的圈數,這樣就可以精確控制每層使用的纖維量。
等向纖維填充(Isotropic Fiber Reinforcement)
連續纖維 3D 列印機還可以列印等向纖維填充模擬了傳統層壓複合材料的各個單向層。
通過將所有纖維在每層中沿同一角度平行排列,並在零件邊緣進行180度轉向,形成單向「纖維片」。
在纖維組中的後續等向纖維層將自動由Eiger旋轉45度,與前一層纖維的方向形成交錯排列。
當然,也可以自定義方向模式,這部分內容將在下一篇文章中探討。
等向纖維填充能有效抵抗XY平面內的彎曲,因為該平面上的任何彎曲力都會對某些纖維產生拉伸負載,而纖維在拉伸時最為強韌。
此外,等向纖維還可用於設置夾層板(Sandwich Panels),以提升該平面的抗扭剛性。
 幾層各向同性纖維填滿。纖維方向預設旋轉。
幾層各向同性纖維填滿。纖維方向預設旋轉。
值得注意的是,等向纖維預設配置包含零件外部的 2 個同心纖維環,來確保外表面平滑增強,
因為最外面的纖維始終是連續且平行於零件的邊緣。
雖然此方法非常適合增強每個零件的整個平面,但其耗材與列印時間成本較高,
且並非在所有情況下都需要進行如此全面的加強。
基本纖維佈線技術
結合上述兩種纖維填充策略,您可以選擇多種方法來加固零件,減少不必要的耗材與列印時間,並在需要的地方增強結構。
單層夾層板(Single Sandwich Panel)
夾層板是增強零件表面抗扭剛性的常見複合材料疊層技術。正如本篇文章中所描述的,
夾層板相當於複合材料中的工字鋼結構,將剛性和高強度材料放置於零件的頂部與底部平面。
這些平面經常承受最大的彎曲應力,因此通常需要更高的增強。
如果您知道零件會在XY平面上承受扭轉,使用夾層板可以顯著提升其抗扭剛性。
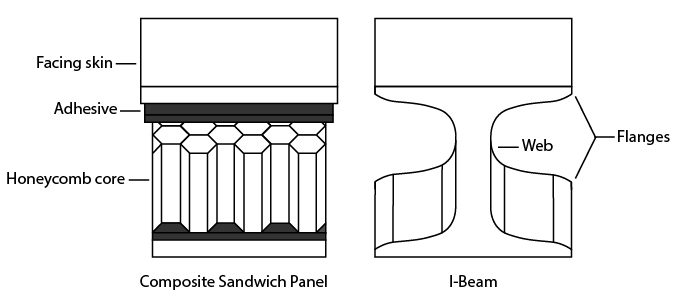
夾芯板與工字梁一樣,主要在頂部和底部進行加固,以最大限度地提高強度並最大限度地減輕重量。
我們的軟體會在選擇「使用纖維(Use Fiber)」時自動生成夾層板。
然而,該技術應僅在零件對稱時使用,因為纖維會放置於零件的頂部和底部幾層。
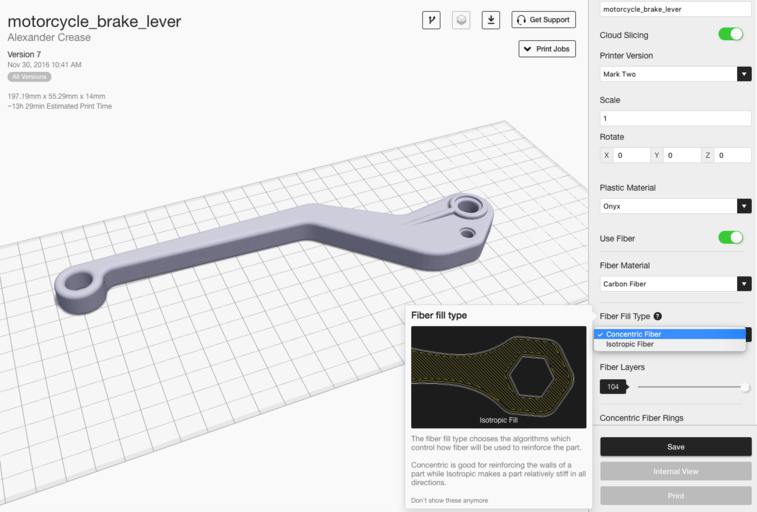
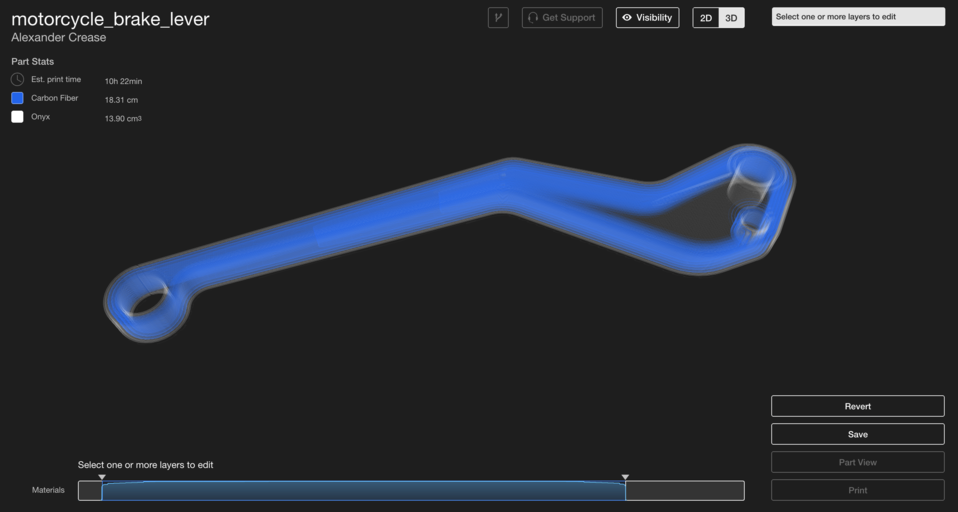
在下圖中可以看到,煞車桿的頂部實際上是一個小的突出結構,因此纖維需要手動調整,
建議放置於零件頂部附近的最大平面下方。
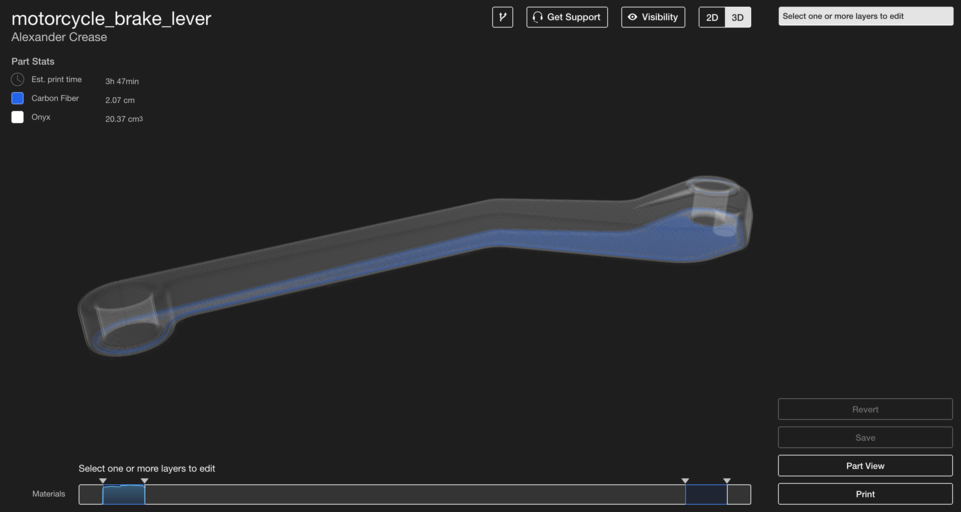
此煞車拉桿採用預設夾層板設定。由於該零件不對稱,因此其纖維設定需要調整。
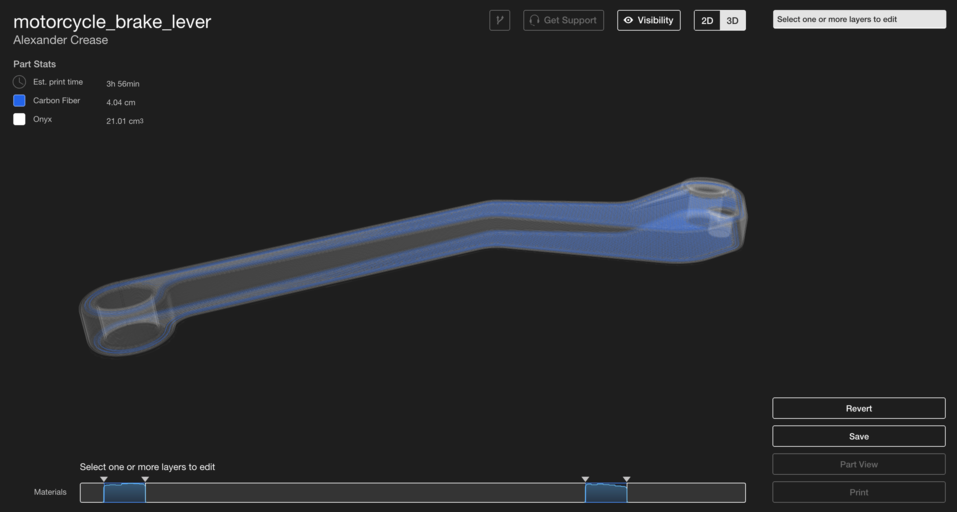
透過改變頂層的位置,可以讓夾芯板變得均勻。
為了保持夾層結構均勻,應確保在希望增強的上下表面具有相等數量的等向纖維層。
如果不均勻,零件在某一方向的抗彎強度會更高,導致易於在另一方向上發生斷裂或翹曲。
此外,增加每側纖維層的數量並加大夾層之間的間距,會顯著提升零件的整體強度。
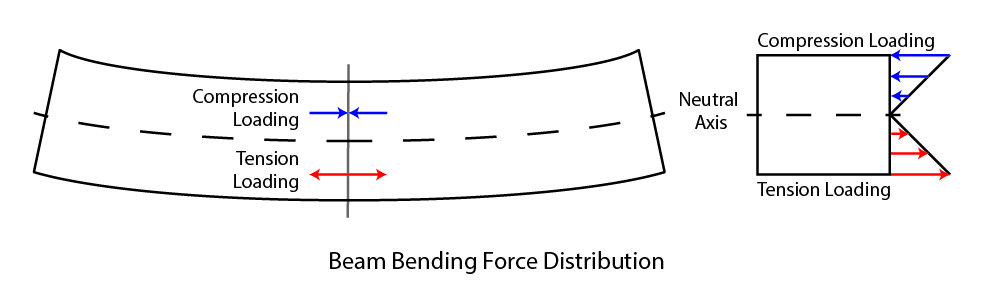
梁輪廓上彎曲應力的分佈。
纖維周界(Fiber Perimeter)
如果需要加強零件圍繞Z軸的強度,可以使用纖維周界技術。在零件的每一層上使用「同心填充」選項,可以增加繞 Z 軸的彎曲強度。
正如之前提到的,同心填充會加固零件的牆面結構,因此在零件內構建纖維周邊會使這些壁更抗彎。
這就是為什麼許多工程材料採用 C 型結構或管狀結構,而不是塊的形式:減輕重量的同時保留強度。
若要在零件中設定纖維週長,請在要加固的層上使用同心圓填充。透過增加同心環的數量或使用層數,可以提高零件繞 Z 軸的強度。
下面的煞車桿將承受繞 Z 軸的彎曲應力,因此我用 3 個同心纖維環加強了每一層,以最大限度地提高剛度。
就像夾芯板一樣,零件的中間遇到的彎曲應力最小,因此零件不需要一直用環加固到中心。
煞車桿只需抵抗繞Z軸的彎曲,因此只需同心填充即可。
綜合加固策略(Shelling)
如果您的零件需要增加每個軸上的彎曲剛度,或者您不確定其受力方向,該怎麼辦?
您可以透過結合這兩種技術來增強零件在每個軸上的抗彎能力。
透過頂部和底部的夾層板以及中間的纖維周界,零件在每個軸上的彎曲強度都提高了。
範例:適用於高強度應用的大型馬達支架。
用於重型機器人應用的馬達支架需要堅固,但可能會承受來自任何方向的負載,
因此需要從各個側面對此類支架進行大力加固。
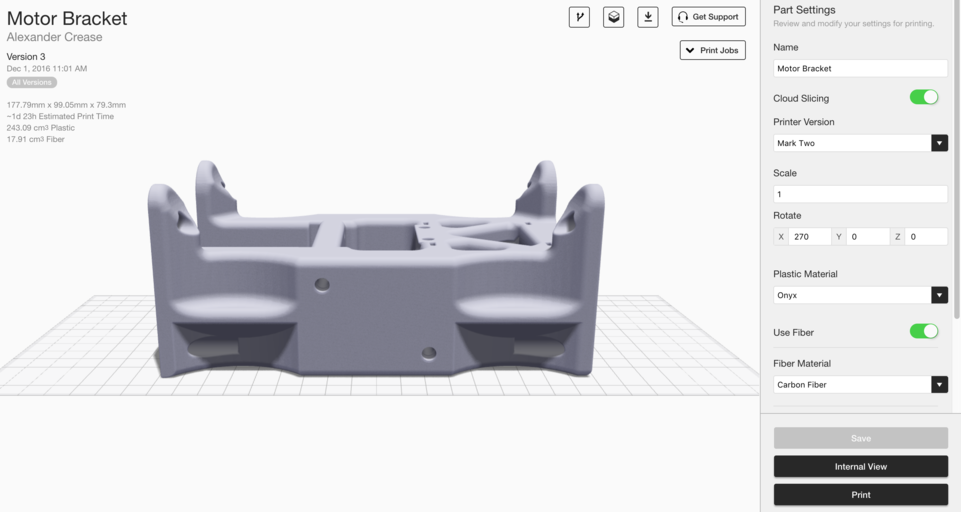
適合高強度應用的大型馬達支架。
我希望這是一個非常堅固的零件,因此我選擇了 20 層各向同性纖維夾芯板(每側 10 層)。
然而,由於零件頂部有螺栓孔擠壓,我需要調整上部纖維“面板”並將其放置在零件頂部表面下方。
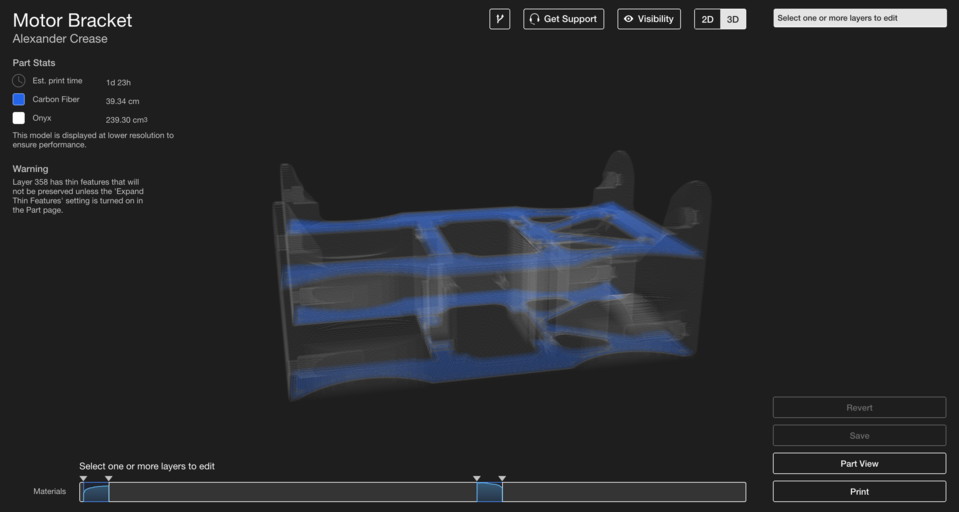
馬達支架採用基本夾芯板加固。
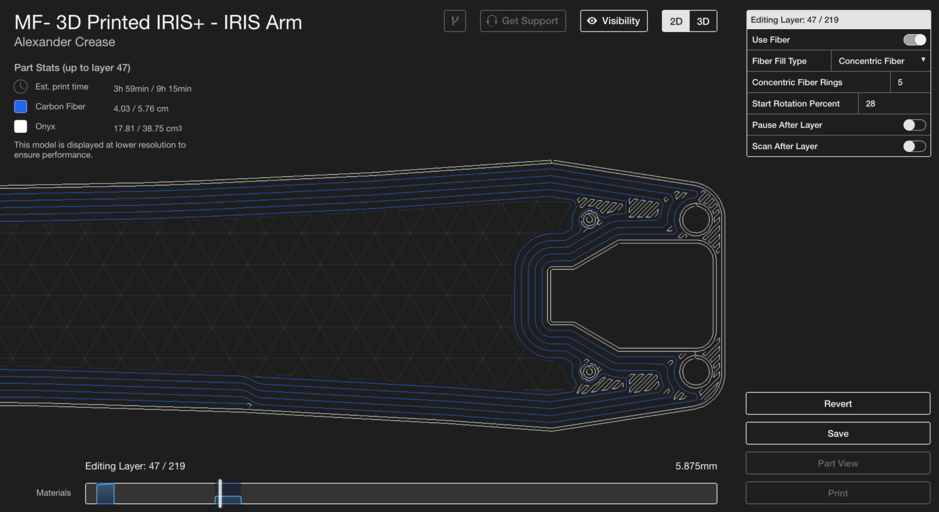
底部的欄位可讓您控制纖維的不同部分,並顯示每層有多少纖維,標準化為最大纖維量。
在上圖中,您可以看到簡單的各向同性夾芯板的兩部分纖維增強材料。
現在我可以選擇兩個「面板」之間的中心區域,建立一個群組,並將光纖佈線設定為具有 2 個同心光纖環的同心光纖填充。
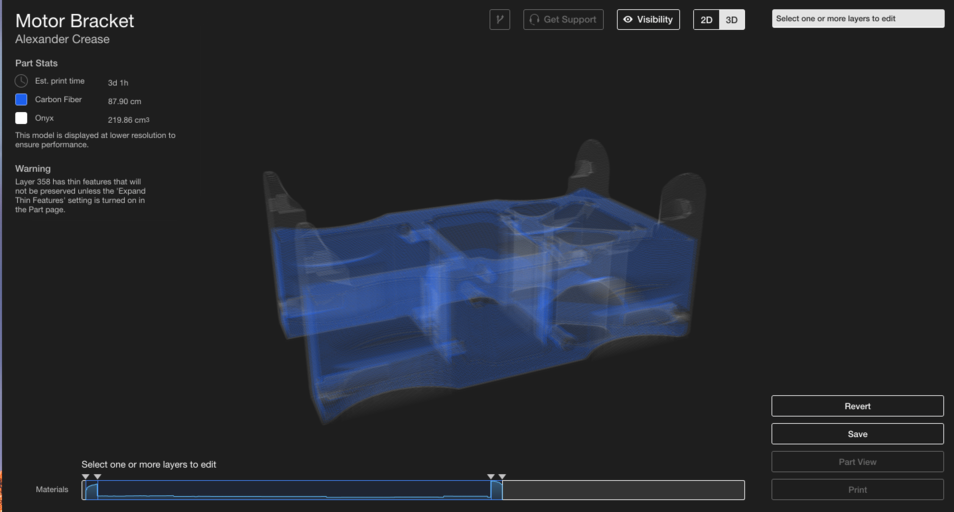
夾層板之間的同心纖維在零件內部形成纖維殼,以優化強度。
結論
現在,透過使用等向纖維填充和同心纖維填充,優化零件性能與列印效率。
透過了解每種類型的纖維填充配置如何增強零件,
您可以開發類似這樣的簡單技巧來提高零件性能和列印時間,而不會浪費不必要的纖維。
請留意本文的第二部分,我們將介紹透過纖維取向優化零件強度的更先進技術!
延伸閱讀
Eiger軟體中能提供具有成本效益強度的客製化纖維放置新工具
Markforged|進階纖維佈線增強3D列印零件:Part2
智能轉型 製造創新
Intelligent Transformation:
Empowering Innovation
感謝您參觀我們的網站,如果您對於本公司產品、技術或其他疑問, 歡迎諮詢,我們將盡快與您聯絡。
馬上聯繫

