應用案例
其他 | 2023.11.01
【3D列印】光固化3D列印機採購指南_光固化3D列印材料特性大公開!
如何選擇合適的 3D 列印材料

如何選擇合適的 3D 列印材料
14 J/m, post-cured 和 ASTM D 256-10的實際意義是什麼?強度和模量有什麼差別?它們與我們每天遇到的常見材料有何關係?為什麼它對您很重要?
化學、光學、機械、熱或電特性等材料特性反映了特定材料在特定條件下的行為。作為定量指標,這些屬性可以幫助您評估特定用例中一種材料相對於另一種材料的優勢。
接下來,我們將描述最廣泛使用的機械和熱性能、它們對特定應用的重要性,以及 3D 列印材料與傳統方法製造的塑膠的關係,以幫助您做出正確的材料決策。
透過標準化測試方法可以最可靠地測量材料性能。當然,零件的確切指標取決於其設計,但比較標準化測試可以讓您了解零件在使用不同方法由不同材料製造時的表現。
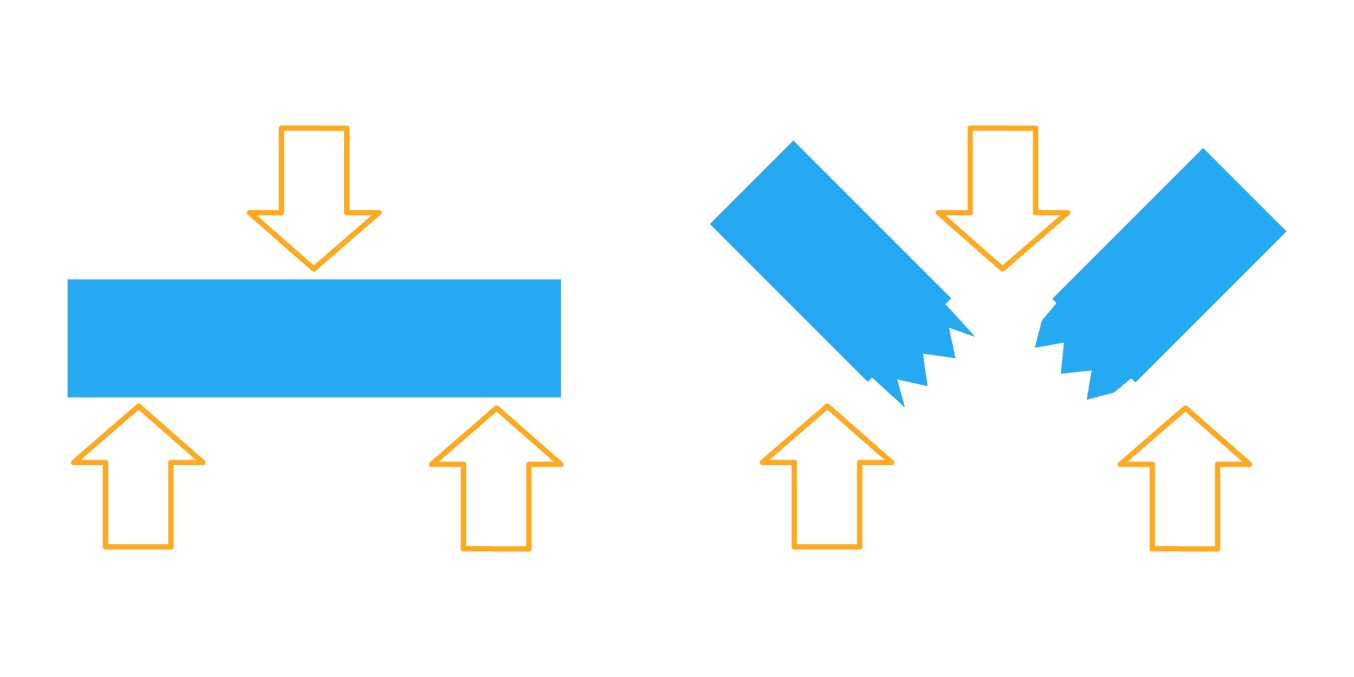
1. 抗拉強度
最基本的材料特性之一是抗拉強度,即材料在拉力作用下抵抗斷裂的能力。
它是工程師首先尋找的材料特性之一,並且可以在大多數材料資料表的最頂部找到。
與足夠的延展性相結合,拉伸強度也顯示材料的韌性。有些材料在脆性破壞中會急劇破裂,
而更具延展性的材料,例如大多數塑膠和金屬,會經歷一些變形。
為了清楚地了解這種行為,拉伸強度數據通常補充應力/應變曲線。
高拉伸強度材料通常用於不允許斷裂的結構、機械或靜態部件,例如建築、汽車、航空以及電線、繩索、防彈背心等。
如今, 3D 列印 已發展到能夠提供與傳統注塑塑料(例如聚丙烯和 ABS)相同甚至更高的拉伸強度。
傳統材料和 3D 列印材料的拉伸強度(以 MPa 為單位)
|
採用傳統方法製造 |
3D列印 |
||||||
|
ABS [兆帕] |
尼龍 [兆帕] |
聚丙烯 [兆帕] |
松木(順紋)[MPa] |
不鏽鋼 17-4 PH [兆帕] |
ABS (FDM) [兆帕] |
Formlabs Tough 2000 樹脂 (SLA) [MPa] |
Formlabs 尼龍 12 (SLS) [MPa] |
|
40 |
70 |
40 |
40 |
1,090 |
30-33 |
46 |
50 |
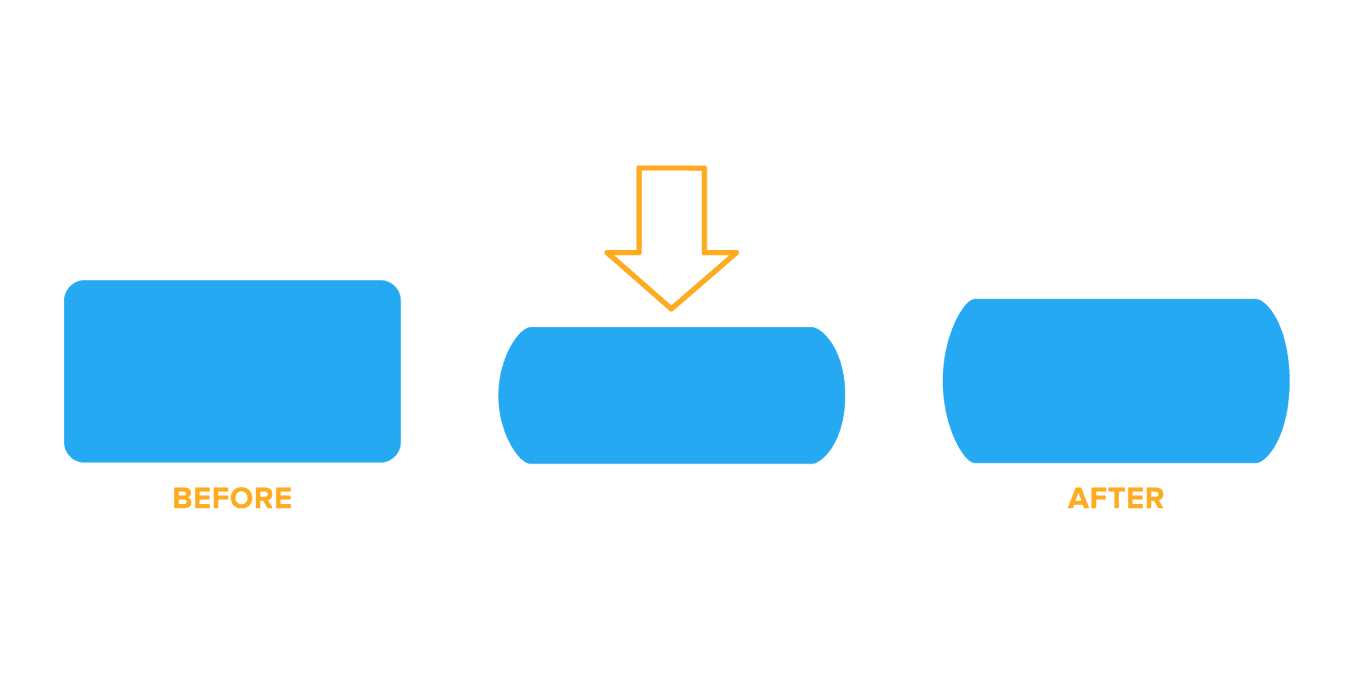
2.楊氏模量
楊氏模量或彈性模量是材料在拉伸載荷下的剛度的量度。楊氏模量越高,材質越硬。
在尺度的上端,楊氏模量量化了材料在負載下的形狀保真度,使其成為在為任何預計在負載下保持其幾何規格的承重機械和結構零件選擇材料時應檢查的首要屬性之一。
另一方面,低楊氏模量表明材料是彈性的。因此,在較低的範圍內,楊氏模量可以讓您深入了解柔軟且有彈性的材料的彈性。
傳統材料和 3D 列印材料的楊氏模量(以 GPa 為單位):
|
採用傳統方法製造 |
3D列印 |
||||||
|
ABS [GPa] |
尼龍 [GPa] |
聚丙烯 [GPa] |
松木(順紋)[GPa] |
不鏽鋼 17-4 PH [GPa] |
ABS (FDM) [GPa] |
Formlabs Tough 2000 樹脂 (SLA) [GPa] |
Formlabs 尼龍 12 (SLS) [GPa] |
|
2.3 |
1.8 |
1.9 |
11 |
280 |
1.65-2.1* |
2.2 |
1.85 |
*取決於軸
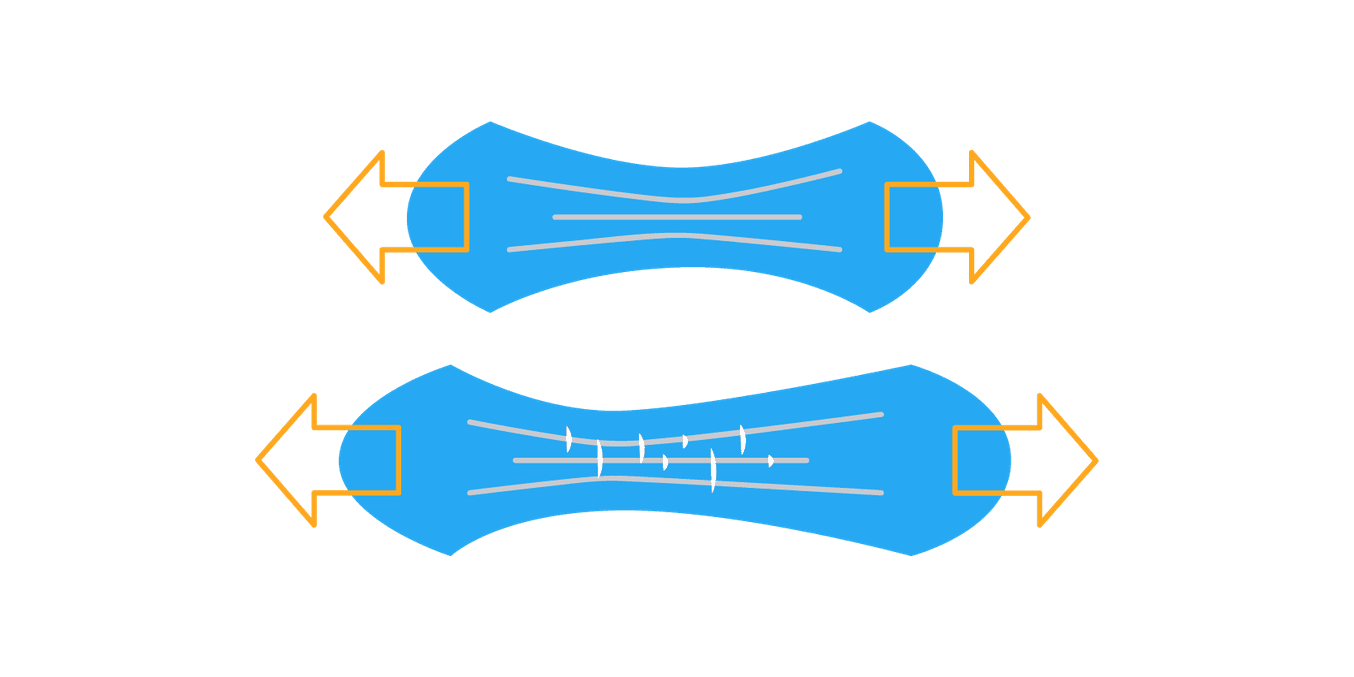
3.伸長
材料在斷裂時的拉伸程度稱為伸長率。它定義為延伸量與初始空載長度的比率,表示材料抵抗形狀變化而不形成裂縫的能力。
硬質材料(例如脆硬塑膠)通常具有較低的斷裂伸長率,而一些柔軟的彈性材料在斷裂前可以拉伸其自身長度的幾倍。
當為特定應用選擇柔性材料時,伸長率告訴您它可以拉伸多少。伸長率可以從材料的拉伸強度和拉伸模量中推導出來。
伸長率在建築和建築中也很重要,因為結構應該明顯變形而不是立即倒塌。
傳統材料和 3D 列印材料的伸長率(以百分比測量):
|
採用傳統方法製造 |
3D列印 |
||||||
|
ABS [%] |
尼龍 [%] |
聚丙烯 [%] |
松木(順紋)[%] |
不鏽鋼 17-4 PH [%] |
ABS(FDM)[%] |
Formlabs Tough 2000 樹脂 (SLA) [MPa] |
Formlabs 尼龍 12 (SLS) [MPa] |
|
30 |
90 |
100 |
9 |
5 |
6 |
48 |
11 |
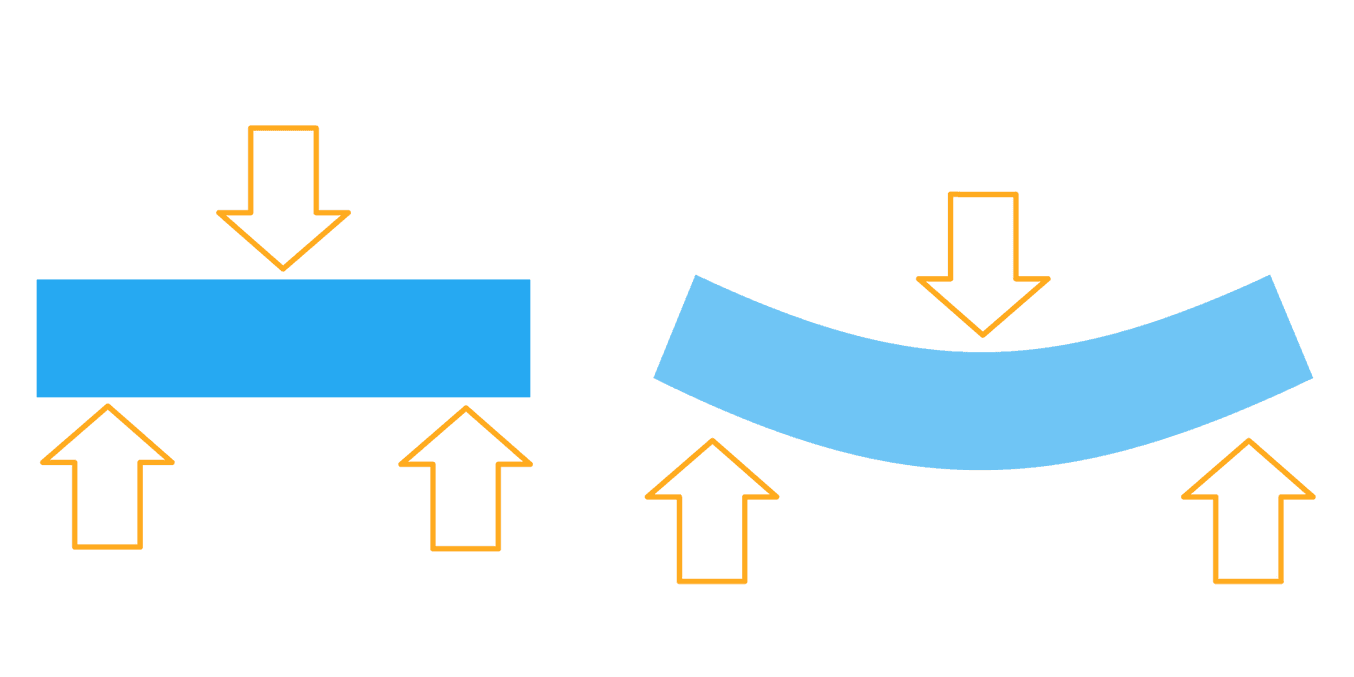
4.抗彎強度
與拉伸強度類似,彎曲強度描述了材料在負載下的抗斷裂能力。
差異在於:負荷的類型,彎曲強度是彎曲模式,因此反映了材料的壓縮強度和拉伸強度。
對於大多數塑膠來說,彎曲強度和拉伸強度緊密相關。
事實上,如果材料是 各向同性(均質)的,則其彎曲強度與其拉伸強度相同。
由於 3D 列印件之間具有很強的化學鍵,SLA 零件是各向同性的。
與其他 3D 列印技術相比,這是一個主要優勢,因為無論方向如何,零件都具有相當的強度。
傳統材料和 3D 列印材料的彎曲強度(以 MPa 為單位):
|
採用傳統方法製造 |
3D列印 |
||||||
|
ABS [兆帕] |
尼龍 [兆帕] |
聚丙烯 [兆帕] |
松木(順紋)[MPa] |
不鏽鋼 17-4 PH [兆帕] |
ABS (FDM) [兆帕] |
Formlabs Tough 2000 樹脂 (SLA) [MPa] |
Formlabs 尼龍 12 (SLS) [MPa] |
|
63 |
117 |
40 |
60 |
1,100 |
35-38* |
65 |
66 |
*取決於軸
5.彎曲模量
彎曲模量是材料在彎曲方向上的剛度的量度。
高彎曲模量表示材料較硬,而彈性材料則具有較低的彎曲模量。就像拉伸強度和彎曲強度一樣,拉伸模量和彎曲模量密切相關,通常差異不大。
彎曲模量是鋼彈簧(特別是板簧)以及支撐梁或結構部件等應用的重要指標。
傳統材料和 3D 列印材料的彎曲模量(以 GPa 為單位):
|
採用傳統方法製造 |
3D列印 |
||||||
|
ABS [GPa] |
尼龍 [GPa] |
聚丙烯 [GPa] |
松木(順紋)[GPa] |
不鏽鋼 17-4 PH [GPa] |
ABS (FDM) [GPa] |
Formlabs Tough 2000 樹脂 (SLA) [GPa] |
Formlabs 尼龍 12 (SLS) [GPa] |
|
2.5 |
1.8 |
1.5 |
8 |
210 |
1.65-2.1* |
1.9 |
1.6 |
*取決於軸
6.衝擊強度(懸臂梁)
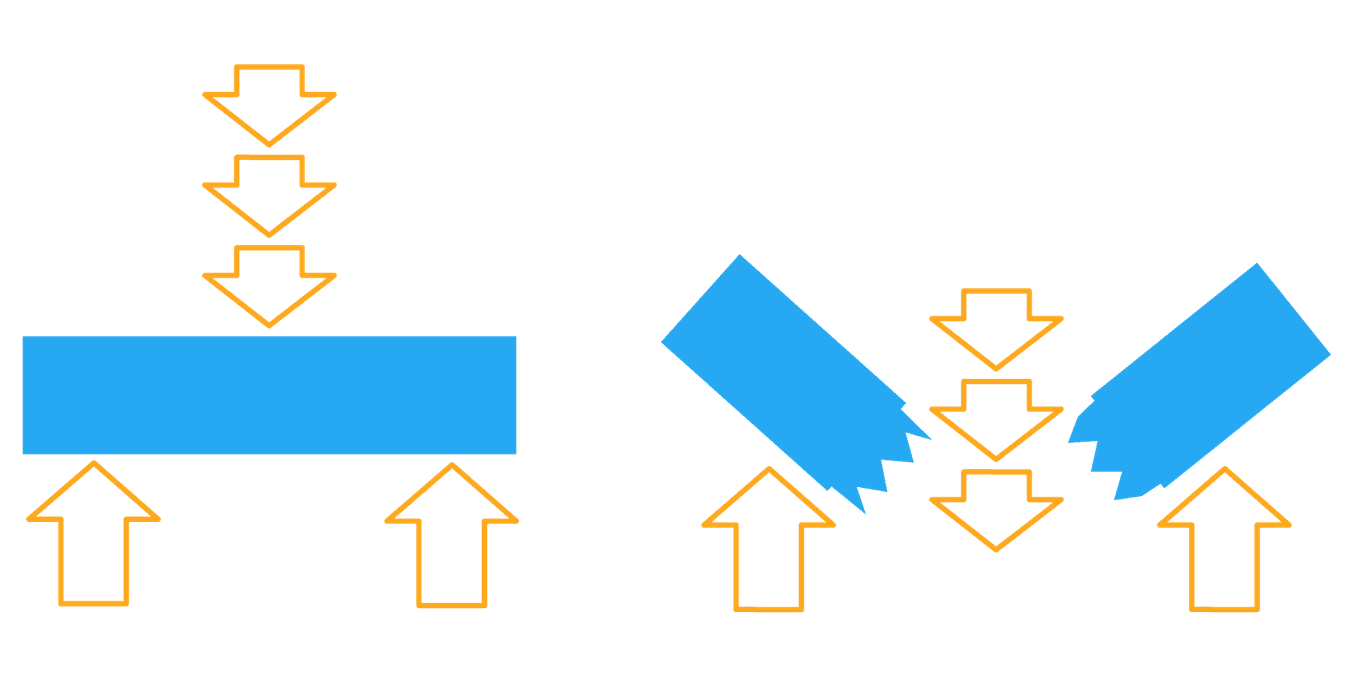
材料對靜態載荷的反應與對突然衝擊的反應不同。在塑性變形過程中吸收這種突然能量的能力就是材料的韌性。
衝擊測試定義為材料能夠從突然衝擊或震動中吸收而不破裂的能量,衝擊測試是韌性的重要指標。
脆性材料由於能夠承受的塑性變形量較小,因此韌性較低。
一般來說,在較低溫度下,材料可以吸收的衝擊能量也會降低。衝擊強度是從外殼到防護罩和安全護目鏡的許多應用中的一個重要因素。
懸臂梁衝擊試驗和夏比衝擊試驗是兩種常見的衝擊強度試驗,它們的差異僅在於測量方式,前者是 ASTM 標準。
傳統和 3D 列印材料的衝擊強度 (Izod),以 J/m 為單位測量:
|
採用傳統方法製造 |
3D列印 |
|||||
|
ABS [焦/米] |
尼龍 [J/m] |
聚丙烯 [J/m] |
松木(順紋)[J/m] |
ABS (FDM) [焦/米] |
Formlabs Tough 2000 樹脂 (SLA) [J/m] |
Formlabs 尼龍 12 (SLS) [J/m] |
|
400 |
64 |
64 |
19 |
106 |
40 |
32 |
7.壓痕硬度(肖氏)
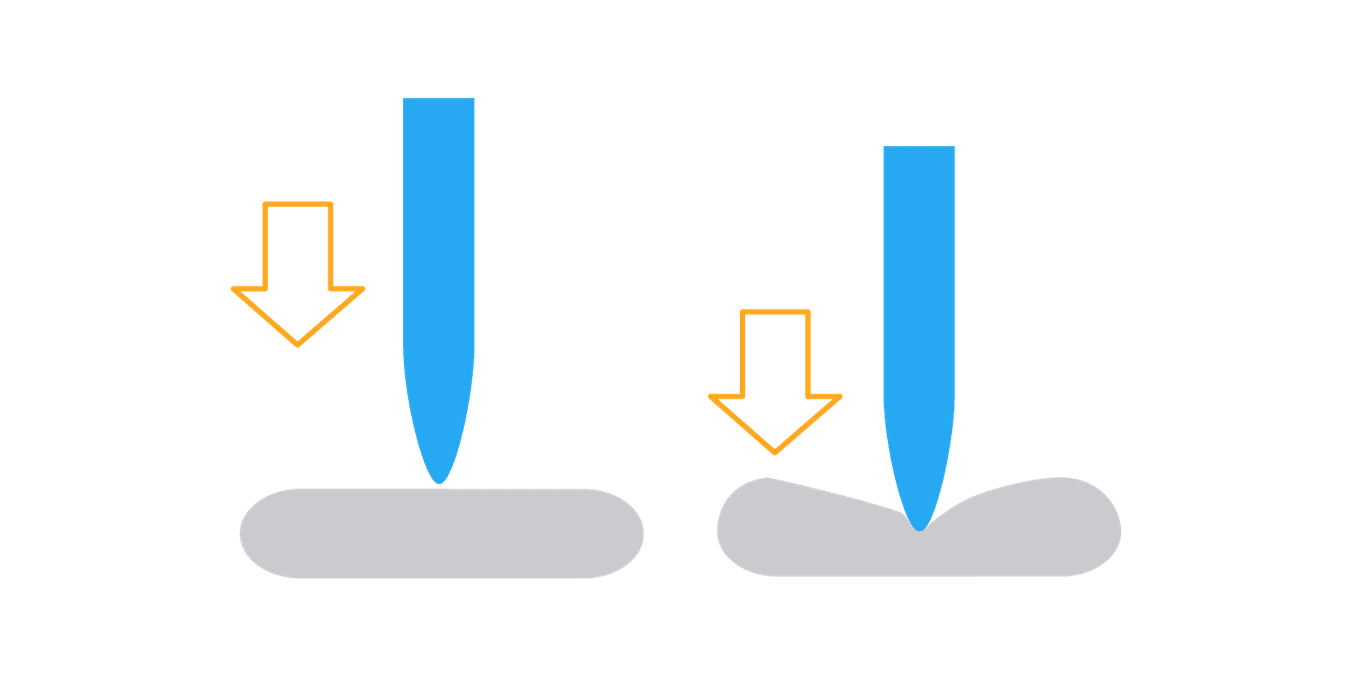
硬度定義為材料在施加壓縮力時抵抗永久形狀變化的能力。
實際上,硬度是抗刮性以及抗壓痕和彈性變形的同義詞。與直覺相反,硬度和韌性是互相排斥的。
硬質材料本質上是脆性的,而韌性則要求材料具有一定的延展性,雖然低硬度通常表示材料較軟,但測試的材料越軟,上述硬度定義就越不切實際。
這就是肖氏硬度計(或肖氏硬度)的用武之地—— 一種專門用於測量柔軟、柔韌和彈性材料(例如橡膠、彈性體和某些聚合物)的硬度(或柔軟度)的測試方法和定義。
在實踐中,肖氏硬度計通常用於確定適合柔軟觸感表面的材料,例如握把,或適合特定墊圈的橡膠。
硬度計也是滾輪和實心輪胎的重要測量指標。高肖氏硬度表示材料較硬且柔韌性較差,而較低的數值表示材料較軟。
如果資料表沒有提及硬度值,則低拉伸模量也可以是彈性和柔軟材料的良好指標。
ASTM 測試標準總共要求 12 個等級,其中 A 等級最常見用於較軟的塑料,D 等級用於較硬的塑料。
傳統材料和 3D 列印材料的壓痕硬度,採用肖氏 A 標度測量:
|
採用傳統方法製造 |
3D列印 |
||||||
|
橡皮筋 [邵氏 A] |
門密封條 [邵氏 A] |
汽車輪胎螺紋 [邵氏 A] |
液壓 O 型環 [蕭氏 A] |
溜冰鞋硬輪[邵氏A] |
NinjaFlex (FDM) [邵氏 A] |
Formlabs 柔性 80A 樹脂 (SLA) [蕭氏 A] |
Tango (PolyJet) [A 型硬度] |
|
25 |
55 |
70 |
70-90 |
98 |
85 |
70-80* |
27-95** |
*取決於固化情況
**取決於原料成分
8.壓縮形變
壓縮形變通常用於描述去除壓縮力後軟材料(例如彈性體)中剩餘的永久變形。
具有高壓縮形變的材料不適合零件在壓縮力消除後迅速恢復到原始形狀的應用,例如彈簧。
對於阻尼器或墊圈,高壓縮形變可能是可接受的或期望的。
傳統和 3D 列印材料的壓縮永久變形,以百分比測量:
|
採用傳統方法製造 |
3D列印 |
||||
|
軟質矽膠[%] |
硬質矽膠[%] |
矽海綿[%] |
聚氨酯[%] |
Formlabs 柔性 80A 樹脂 (SLA) [%] |
探戈 (PolyJet) [%] |
|
1 |
<1 |
5 |
5 |
3 |
0.5-5* |
*取決於原料成分
9. 撕裂強度
撕裂強度描述了材料的抗撕裂能力,更具體地說是描述了切口的增長及其在負載下穿過材料的傳播。
抗撕裂性低的材料往往耐磨性較差,損壞後很快就會失效。
在選擇用於高拉伸應用的柔性材料(例如橡膠或紡織品)時,撕裂強度是一個重要因素。
用於張緊膜、鼓或帆布、鬆緊帶和鬆緊繩的材料即使在最初損壞後也需要抵抗撕裂,因此需要高撕裂強度。
傳統材料和 3D 列印材料的撕裂強度(以 kN/M 為單位):
|
採用傳統方法製造 |
3D列印 |
|||
|
軟矽膠 [kN/M] |
硬質矽膠 [kN/M] |
聚氨酯 [kN/M] |
Formlabs 柔性 80A 樹脂 (SLA) [kN/M] |
Tango (PolyJet) [kN/M] |
|
9.8 |
49 |
12-26日 |
11-24* |
3.3-10** |
*取決於固化情況
**取決於原料成分
10. 吸水率

塑膠從潮濕空氣中或浸入水中時會吸收一定量的水。
儘管某些塑膠比其他塑膠更吸濕,但對於最終的塑膠產品來說,這種微小的吸水率幾乎沒有關係。但確實對原料的加工和塑膠零件的耐熱性起著重要作用。
當加熱到一定溫度閾值以上(通常為150 - 160°C 左右)時,在潮濕的情況下,許多熱塑性塑膠會發生稱為水解的化學反應,將長分子鏈裂解成較短的分子鏈並削弱材料的強度。
如果吸水率高的熱塑性原料在 3D 列印或註塑成型之前暴露在潮濕環境中,則在加工過程中會發生水解,導致最終零件的材料性能較差。
因此,吸水率高的熱塑性原料需要儲存在乾燥的環境中。
注塑塑料(ABS、尼龍、聚丙烯)是 熱塑性塑料,
而 SLA 光聚合物樹脂是 熱固性 材料 - 它們通過光源固化而不是熔化成型,並在固化後保持永久固態。
因此,它們不易受到水解的負面影響。
傳統材料和 3D 列印材料的吸水率,以百分比測量:
|
採用傳統方法製造 |
3D列印 |
||||
|
ABS [%] |
尼龍 [%] |
聚丙烯 [%] |
ABS(FDM)[%] |
Formlabs 高溫樹脂 (SLA) [%] |
Formlabs 尼龍 12 (SLS) [%] |
|
0.05-1.8 |
0.7-1.6 |
0.01-0.1 |
0.14 |
0.21 |
0.66 |
11.熱變形溫度 (HDT)
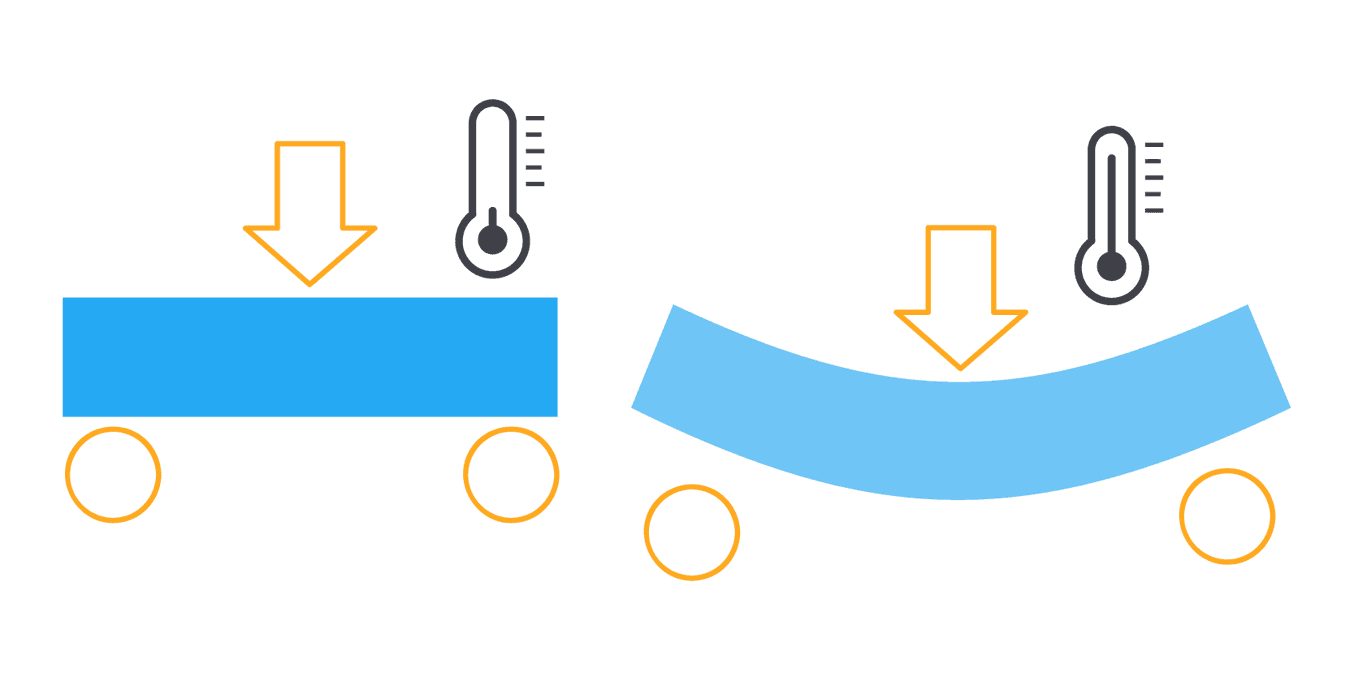
材料特性,尤其是拉伸模量和彎曲模量,受到記錄其測試結果的標準化環境條件的限制。
不同的環境條件,例如不同的環境溫度,可能會導致材料在負載下的性能發生巨大變化。
熱變形溫度 (HDT) 捕獲材料在特定載重下開始變形的溫度。
高HDT對於高溫應用是理想的,例如加熱元件的外殼和安裝座,
以及與熱液體或氣體接觸的部件,例如注塑模具、流體連接器、閥門和噴嘴的工具。
傳統和 3D 列印材料的熱變形溫度 (HDT),以 °C @ 0.45 MPa 為單位測量:
|
採用傳統方法製造 |
3D列印 |
|||||||
|
ABS [°C @ 0.45 MPa] |
尼龍 [°C @ 0.45 MPa] |
聚丙烯 [°C @ 0.45 MPa] |
ABS (FDM) [°C @ 0.45 MPa] |
ULTEM (FDM) [°C @ 0.45 MPa] |
Formlabs 透明樹脂 (SLA) [°C @ 0.45 MPa] |
Formlabs 高溫樹脂 (SLA) [°C @ 0.45 MPa] |
數位 ABS (PolyJet) [°C @ 0.45 MPa] |
Formlabs 尼龍 12 (SLS) [°C @ 0.45 MPa] |
|
200 |
160 |
210 |
96 |
216 |
73 |
238 |
92 |
177 |
12.維卡軟化點
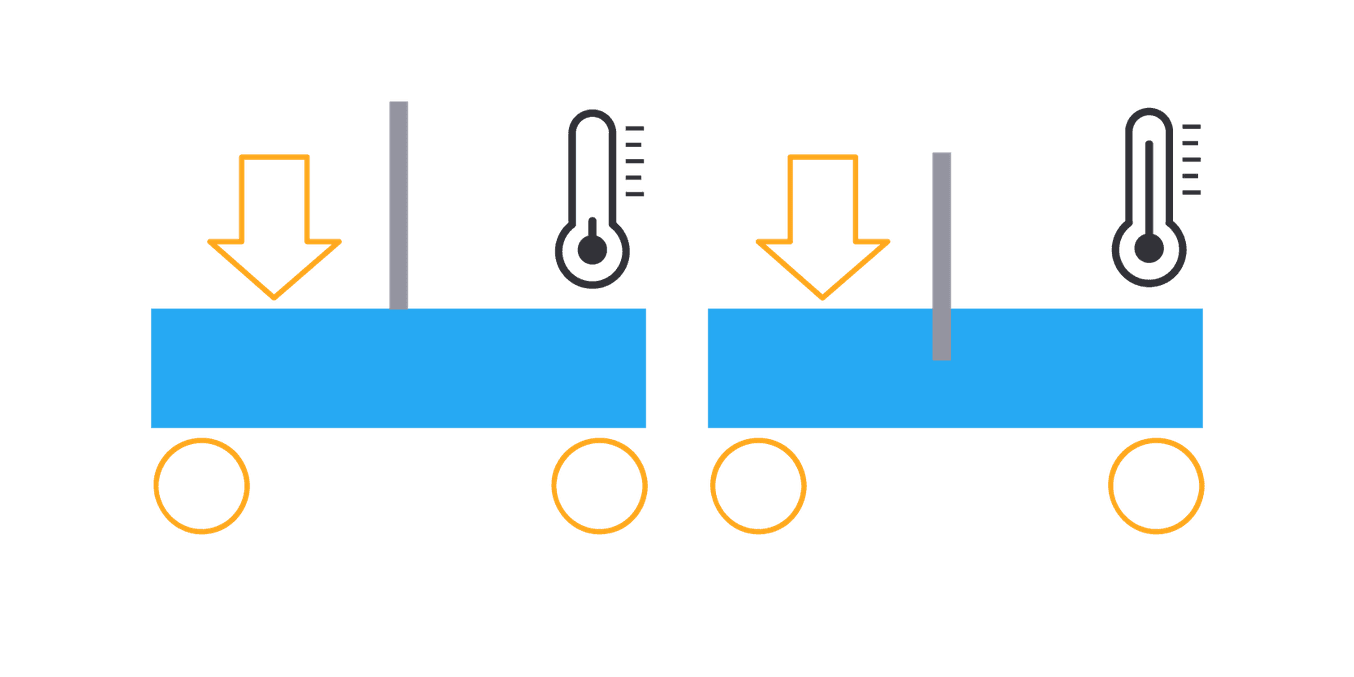
與其他材料不同,塑膠沒有明顯的熔點。
維卡軟化點是材料開始流動並填補塑膠和熱塑性塑膠間隙的點的另一種定義。
就像 HDT 一樣,維卡軟化點反映了材料在熱影響下機械性能的變化。
它標記了一個溫度點,其中標準化的針在施加給定的載荷的情況下將測試樣本壓入給定的長度。
它通常用於確定在升高的工作溫度下連續使用材料的溫度上限,根據經驗,該上限應低於維卡軟化點 15 °C。
傳統材料和 3D 列印材料的維卡軟化點,以 °C 為單位測量:
|
採用傳統方法製造 |
3D列印 |
||||
|
ABS [°C] |
尼龍 [°C] |
聚丙烯 [°C] |
ABS (FDM)[°C] |
Formlabs 高溫樹脂 (SLA) [°C] |
Formlabs 尼龍 12 (SLS) [°C] |
|
100 |
125-165 |
143-152 |
99 |
230 |
175 |
13.熱膨脹係數
材料往往會根據其溫度而收縮、膨脹或以其他方式改變形狀。
這種現像被用於熱致動器、熱感測器,甚至人造肌肉中,但在大多數情況下,這是一種不良的副作用,需要努力減輕。
熱膨脹係數是預測和量化材料如何響應溫度變化而改變其形狀的有用指標。
正的熱膨脹係數表示材料隨著溫度的升高而膨脹,
而負的熱膨脹係數表示收縮。
使用熱塑性塑膠時,無論是透過射出成型或 3D 列印,都必須考慮材料的熱膨脹,以便在零件冷卻後獲得所需的形狀。
為了防止環向收縮、捲曲和翹曲等熱現象(這些現像是透過 SLS 和 FDM 等 3D 列印技術實現幾何精度的主要限制),建議在選擇材料時考慮熱膨脹係數。
SLA 等熱固性 3D 列印技術通常不會出現熱變形,這使得它們成為需要最高精度和形狀保真度的零件的絕佳選擇。
傳統和 3D 列印材料的熱膨脹係數,以 µm/m/°C 為單位測量:
|
採用傳統方法製造 |
3D列印 |
||||
|
ABS [微米/米/°C] |
尼龍 [μm/m/°C]] |
聚丙烯 [µm/m/°C] |
ABS (FDM) [微米/米/°C] |
Formlabs 高溫樹脂 (SLA) [µm/m/°C] |
尼龍 (SLS) [µm/m/°C] |
|
63 |
90 |
80-100 |
88.2 |
87.2 |
82.6-179.2 |

-延 伸 閱 讀-
-應用案例-


3D列印

3D掃描 逆向設計 產品檢測

自動化設備

3D列印材料
智能轉型 製造創新
Intelligent Transformation:
Empowering Innovation
感謝您參觀我們的網站,如果您對於本公司產品、技術或其他疑問, 歡迎諮詢,我們將盡快與您聯絡。
馬上聯繫