

應用案例
其他 | 2024.02.15
【SLA 光固化樹脂材料】 3D 列印件光固化後處理和精加工指南
SLA 光固化樹脂材料 3D 列印件後處理和精加工指南

3D光固化(SLA) 3D 列印因其能夠使用一系列具有精細特徵和光滑表面光潔度的先進材料生產高精度、各向同性且防水的原型和最終用途零件而廣受歡迎。
然而,印表機列印出來的零件並不是 100% 成品:它們通常需要進行後處理。每個部件都需要快速清洗,許多材料需要短暫的後固化。這兩個步驟可以透過後處理設備簡化,例如Form Wash 和 Form Cure以及Formlabs 的 大幅面 Form Wash L 和 Form Cure L。
此外,一些零件還可以受益於進一步的步驟,例如打磨、塗層、電鍍或介質噴砂。這些後處理方法可以實現廣泛的結果,例如透過紫外線防護使零件更適合戶外應用,或透過在金屬或陶瓷溶液(如 Cerakote)中電鍍來提高零件的機械強度。
在本指南中,我們涵蓋了您需要了解的有關各種可用3D 列印後處理方法的所有信息,以及如何為您的應用選擇正確的工藝。
SLA 後處理基礎知識
清洗
任何 SLA 後處理工作流程的基本步驟是透過酒精或乙醚清洗去除零件表面上多餘的樹脂。此清洗步驟可以透過將零件浸泡在溶液中來手動完成,也可以使用自動機器攪拌液體預設的時間來完成。最簡單、最有效的清洗工作流程詳述如下。此步驟為二次加工(例如噴漆、染色、平滑或拋光)的零件做好準備。
清洗樹脂 3D 列印零件的技巧:
- Formlabs 建議使用異丙醇 (IPA) 或三丙二醇單甲醚 (TPM)來清洗 SLA 零件。大多數用戶發現 IPA 對於清洗零件更有效。
- Form Wash 和 Form Wash L 會自動攪拌液體以有效清潔零件,即使是帶有通道、負形特徵或表面紋理的零件。如果使用手動溶液,請在自己周圍移動液體以獲得相同的結果。當創建具有狹窄通道的設計(例如微流體)時,可能需要注射器來清除內部樹脂並阻止樹脂固化和堵塞通道。
- 有些零件可能需要在 IPA 或 TPM 中清洗兩次才能完全清潔。許多大批量印刷地點都有「乾淨」清洗和「髒」清洗,以使此步驟更有效率。所有部件先用「髒」清潔劑(可以是手動浸泡溶液)沖洗,然後再用更新鮮的 IPA 進行更徹底的清洗(通常這種「乾淨」清潔劑是 Form Wash 或 Form Wash L)。
- Formlabs 建議將Form Wash與 Formlabs 桌上型印表機一起使用,並推薦將Form Wash L用於大幅面 SLA 印表機,以自動清洗和沖洗列印零件。
- 某些材料可以一起清洗,而其他材料則應單獨清洗,以避免溶解在異丙醇中的任何顆粒影響其他材料的顏色、光潔度或性能。下圖詳細說明了哪些樹脂應組合在一起以獲得最佳結果並遵守生物相容性準則。
| 光 | 黑暗的 | 生物相容性 | 其他(單獨洗滌) |
|---|---|---|---|
| 透明樹脂、白色樹脂、剛性 4000 樹脂、剛性 10k 樹脂、耐用樹脂、彈性 50A 樹脂、柔性 80A 樹脂、高溫樹脂 | 黑色樹脂、灰色樹脂、灰色專業樹脂、草案樹脂、模型樹脂、Tough 2000 樹脂、Tough 1500 樹脂、阻燃樹脂 | Biomed 白色樹脂、Biomed 黑色樹脂、Biomed 透明樹脂、Biomed 琥珀樹脂、Biomed 耐用樹脂、BioMed Elastic 50A 樹脂、BioMed Flex 80A 樹脂、手術導板樹脂、Dental LT 透明樹脂、Dental LT Comfort 樹脂、客製化托盤樹脂、IBT Flex樹脂、臨時CB 樹脂、永久牙冠樹脂、優質牙齒樹脂、義齒樹脂、義齒基底樹脂 | ESD 樹脂、顏色套件、可澆注蠟樹脂、可澆注蠟 40 樹脂、矽酮 40A 樹脂*、氧化鋁 4N 樹脂** |
固化
當 SLA 零件完成列印時,聚合反應可能尚未完成。這意味著零件尚未達到其最終材料性能,並且可能無法按預期運行,尤其是在應力下的堅韌零件。將列印件暴露在光和熱下(稱為後固化)將有助於固化其材料特性。
固化樹脂 3D 列印零件的技巧:
- 對於標準樹脂來說,後固化是可選的。其他樹脂類型,例如Rigid 10K Resin,需要後固化才能實現其最佳機械性能。
- 對於生物相容性材料,後固化對於達到監管機構確定的安全標準是必要的。
- 每種材料都應暴露在固化過程中特定的時間。在此處查看每種樹脂的固化時間。
Form Cure和Form Cure L是 Formlabs 用於桌面和大幅面 SLA 3D 列印機的兩種後固化解決方案,旨在快速、一致地對 Formlabs 樹脂列印的部件進行後固化。透過 Form Cure 和 Form Cure L,SLA 3D 列印零件可以在不同的溫度和不同的時間長度下以精確正確的波長進行後固化。
打磨、拋光和拋光

打磨 3D 列印零件通常是平滑邊緣、去除瑕疵和去除任何殘留支撐痕蹟的最佳方法。手工打磨對於簡單的形狀最有效,但打磨俱有深裂縫和內部支撐的複雜物體可能很困難或幾乎不可能。在這些情況下,介質噴砂或拋光可能是更有效的解決方案。
打磨 SLA 零件的最佳方法是從低粒度砂紙開始,隨著時間的推移慢慢轉向更細的粒度。例如,可以使用 3,000 目砂紙將 SLA 3D 列印零件打磨得光滑且有光澤。慢慢增加砂礫,拋光和平滑零件,直到達到所需的紋理。當粒度約為 12,000 時,零件應該會反光。如果遇到問題,在流水下或濕砂紙上打磨零件有時可以幫助在堅硬的零件上形成光滑的表面。
與使用其他 3D 列印製程(例如熔融沈積建模 (FDM))列印的零件相比,從建造平台上出來的 SLA 零件的層線明顯較少。通常,樹脂 3D 列印機上的層線並不明顯。這意味著 FDM 列印通常需要更多的打磨才能使零件光滑。也就是說,如果您需要玻璃般光滑的表面,SLA 確實需要打磨以完全去除任何層的痕跡,尤其是在球形部件上。緩慢增加砂紙粒度將使您可以消除任何 SLA 零件上的層線或將層線減少到極小的水平。
打磨 3D 列印零件最常見的原因是移除支撐標記。隨著您對 3D 列印越來越熟悉,在列印準備過程中花更多時間來調整 3D 列印的角度,以消除或減少列印重要部分的支撐可能是值得的。例如,如果您要列印半身像或模型,通常可以調整零件的角度,以便模型臉部不需要支撐。這將使打磨過程變得更加容易。
一旦您對打磨過程感到滿意,就可以使用基本的超細纖維布去除印刷品表面上留下的任何細微瑕疵和砂紙粉末。
如果您對單一零件進行大量打磨,我們發現清洗後用礦物油擦拭零件可以產生超級光滑的表面光潔度。與大多數技術一樣,礦物油可能會也可能不會根據零件的幾何形狀為您的列印帶來顯著的好處;在找到完美的精加工技術之前,您可能必須嘗試打磨多個零件。

Formlabs專業工具套件
對於任何專注於高品質、精確 SLA 零件的人來說,Formlabs 精加工工具是一套精選產品,旨在簡化SLA 後處理工作流程,並幫助用戶實現卓越的表面光潔度、完美光滑的平面和邊緣以及提升的外觀,所有同時降低您的勞動時間和每個零件的成本。
進階 SLA光固化 後處理解決方案概述
平滑、塗層和著色製程可以為 SLA 3D 列印零件增加機械效益和美觀性。這些工藝中的每一種都有其自身的優點和缺點,並且每種工藝都會不同程度地影響不同的材料特性。在考慮這些工作流程時,包括是否將設備和技能引入內部或外包,請考慮所需的資本成本和技能。
以下的摘要顯示了 SLA 3D 列印零件的不同先進後處理技術的進入障礙和潛在結果。
| 方法 | 進入障礙(成本和技能) | 機械性質 | 抗紫外線 | 耐化學性 | 表面硬度 | 顏色 | 電導率 |
|---|---|---|---|---|---|---|---|
| 媒體爆破 | 低的 | ✔ | |||||
| 染色樹脂印刷 | 低的 | ✔ | |||||
| 印花後染色 | 低的 | ✔ | |||||
| 繪畫 | 低的 | ✔ | ✔ | ||||
| 陶瓷塗層 | 高的 | ✔ | ✔ | ✔ | ✔ | ✔ | |
| 電鍍 | 高的 | ✔ | ✔ | ✔ | ✔ | ✔ |
這些步驟可以按順序完成以實現多個屬性。在本文中,我們將分別討論每個選項。如果您有興趣堆疊後處理技術以實現特定結果,請聯絡我們的團隊,與可以就您的用例提供諮詢的專家交談。
噴砂
對於某些樹脂,介質噴砂有助於使表面光滑,甚至提高機械性能。在介質噴砂前後對 Rigid 10K Resin 零件進行的測試中,材料的斷裂伸長率提高了 70%,極限拉伸強度提高了 35%,衝擊強度提高了 180%。
手動介質噴砂解決方案已面世多年,適用於小批量應用或需要每週對大型零件進行一次或兩次噴砂的情況。手動媒體噴射器價格實惠,不需要複雜的基礎設施。
對於更高的產量,Formlabs 的Fuse Blast是市場上第一個經濟實惠的自動化介質噴射解決方案。它旨在完善Fuse 系列 選擇性雷射燒結 (SLS) 3D 列印生態系統,但也可用作 SLA 零件的介質噴射器。

光固化樹脂 3D 列印零件的著色選項
染色樹脂

用透明樹脂與酒精墨水混合列印的解剖模型。
此過程需要取 1 公升透明樹脂並對其進行染色(通常使用酒精墨水)以創建自訂顏色。然後,可以將修改後的 Clear Resin 放入 Formlabs 3D 列印機中使用,並且該部件將以您建立的新自訂顏色進行列印。酒精墨水完全溶解到透明樹脂中,使其成為理想的著色劑,為您的整個印刷品提供一致的顏色。如果您打算使用染色樹脂對 3D 列印零件進行著色,請注意,您需要對這些零件使用單獨的清洗溶液,因為彩色樹脂會溶解在清洗液中。將您的清洗溶液標記,以追蹤所使用的染料類型,以確保您不會意外地在含有深色染料的水中清洗白色樹脂部件。
塗層樹脂 3D 列印零件的選項
液態聚合物
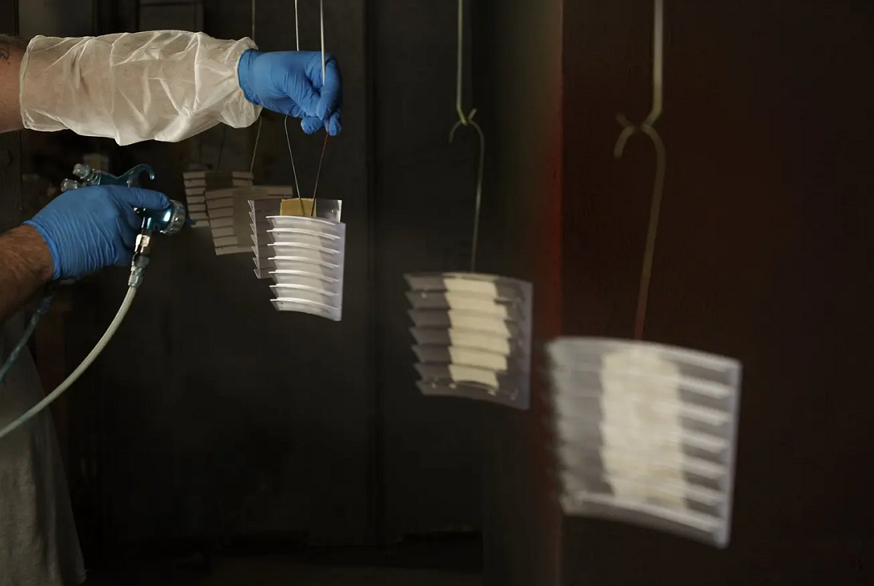
市面上有許多液體聚合物塗料可以提供不同程度的平滑度和耐化學性。它們可以是透明的、有色的或不透明的;可採用浸塗、刷塗或噴塗的方式進行;並且可能基於不同的化學成分,例如環氧樹脂、清漆和聚氨酯。一般來說,透明的噴塗層最適合使零件具有閃亮的表面。
僅應在零件經過仔細打磨後才可進行噴塗。塗覆 3D 列印零件時,建議跳過Clear Resin的固化過程,因為它有時會導致零件泛黃。如果您要塗覆的零件將用於純粹的美觀,則可能不需要進行固化以發揮其機械性能。在 IPA 和水洗後,零件應自然風乾,而不是固化。完全乾燥後,在無塵環境中噴塗兩到三層。
陶瓷塗層

陶瓷塗層為一系列材料提供性能和美觀的優點。其固有的耐化學性和耐溫性使陶瓷塗層零件成為各種行業的理想選擇,例如汽車和航空航天(這些行業的極端環境可能會損壞零件)以及消費產品(這些行業的卓越表面非常重要)。
Cerakote 是 NIC Industries 開發的薄型高性能陶瓷塗層,具有眾多機械和美觀優勢。
電鍍
電鍍是一種電化學過程,其中金屬離子沉積在零件表面上的薄層中。電鍍表面顯著增強了底層零件的強度,並提高了材料的耐磨性、耐紫外線暴露性和耐腐蝕性。這非常適合最終用途零件,並且是金屬 3D 列印的更便宜的替代品。

大眾汽車使用 Clear Resin 在 Formlabs 桌上型 SLA 3D 列印機上為概念車 3D 列印輪圈蓋,然後電鍍 0.004 英吋厚的鎳層。由此產生的零件看起來和摸起來都像金屬,但隨著設計的發展,它們可以快速生產,並且幾何約束最小。
Elptika是一家最先進的客製化濾波器和天線設計公司,其產品用於汽車、國防、醫藥和教育行業的研發,使用 3D 列印和電鍍來製造高性能天線,從而降低了成本並提高了性能。交貨時間縮短90%以上。
- 相關文章 -


3D列印
Formlabs Form3+ Form3L Fuse1 45種光固化樹脂特色
3D列印
比較 Formlabs 桌上型 光固化3D 列印機

3D列印
碳纖維FDM 3D列印機打造一體成型設計高強度無人機

3D掃描
3D掃描器規格選擇推薦:各種機型規格比較

3D掃描
3D掃描器規格選擇推薦

3D掃描
探索3D掃描和3D列印的力量

UR 協作型機器人
讓螺絲鎖附、插件及組裝等應用更精準而一致
UR 協作型機器人
協作型手臂和傳統工業型手臂的差異

UR 協作型機器人
協作型機器人應用於CNC自動化指南
- 應用影片 -


3D列印

3D掃描 逆向設計 產品檢測

自動化設備

3D列印材料
智能轉型 製造創新
Intelligent Transformation:
Empowering Innovation
感謝您參觀我們的網站,如果您對於本公司產品、技術或其他疑問, 歡迎諮詢,我們將盡快與您聯絡。
馬上聯繫

